



關于往復氫氣壓縮機氣封間隙的分析
2020-01-08王雁云
(新疆獨山子天利實業總公司苯乙烯廠)
摘 要:介紹了往復壓縮機在氣封安裝時,軸向、徑向、開口間隙的控制及所遇問題的探討總結,為裝置處理同類問題提供了參考和借鑒經驗。(新疆獨山子天利實業總公司苯乙烯廠)
關鍵詞:往復壓縮機;氣封間隙
1 引言
往復式活塞壓縮機在裝置內的作用至關重要,一旦出現故障停機短時間內不能修復的,往往會造成裝置停工,因此配置都是一開一備;在日常管理上也按照關鍵機組進行重點維護;對經常出現的故障需做到預知性檢修;現就我廠C9加氫裝置的氫氣壓縮機K-8601A/B(型號DW-11.17/(23-30)-X,水平安裝對置式)出現的氣封安裝間隙偏差而引起的故障進行分析和處理,同時簡單介紹其密封機理、安裝、運行、維護,以便保證裝置的安、穩、長、優運行。
2 氣封的結構、密封機理及各部間隙的作用
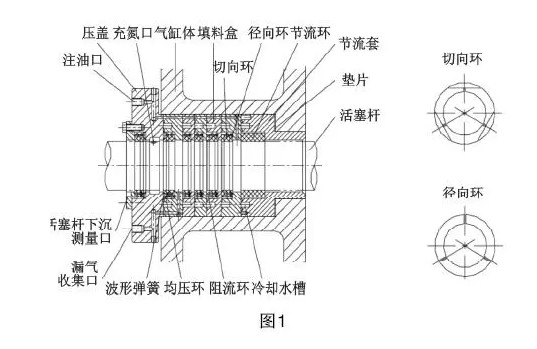
(1)氣封填料是指裝在氣缸軸側,防止氣缸中的高壓氣體沿著活塞桿方向泄漏,是壓縮機中Z重要的零部件之一,也是壓縮機Z主要的外泄漏途徑之一,同時也是壓縮機的易損件之一;對于該壓縮機的填料盒,從氣缸側來說盒是節流環,然后中間是主填料部分,每組主填料盒內是由徑向環+切向環+阻流環組成,徑向環和切向環之間有防轉銷,每個環的外圓有一拉伸彈簧將其箍住。該壓縮機由8組填料盒組成,末級為壓蓋,與氣缸座的填料腔聯接,壓緊每一組填料盒。結構見圖1。
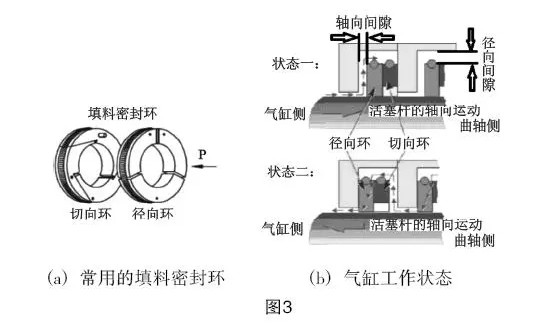
軸向間隙:軸向間隙太小,由于熱脹容易造成密封環卡死,使密封過早失效,還損傷活塞桿,間隙過大,容易發生敲擊聲,使密封環破裂,也會使密封失效;在安裝過程中一般這樣控制密封環的間隙:底部按上限控制,外部按下限控制。
徑向間隙:徑向間隙太小,填充四氟環膨脹后卡死,導致徑向間隙變小磨損加劇,安裝時內經按上限。徑向間隙過大,漏氣量大起不到密封作用。
開口間隙:開口間隙的作用主要是起到填料磨損后的補償。開口間隙太小起不到及時的補償,造成密封失效泄漏;開口間隙太大,密封效果不好,造成泄漏超標。
3 氣封填料故障現象
氣封填料的軸向、徑向、開口間隙對壓縮機的密封和長周期運行起到關鍵的作用,因此在檢修時對此間隙的復查和調整至關重要;(各間隙如圖3所示);該壓縮機在檢修后空載試運時,填料盒及活塞桿溫度運行3h后溫度明顯升高,Z高至98℃,緊急停運后,發現活塞桿有拉毛損傷;立即組織人員拆除活塞桿及氣封填料,拆檢后發現活塞桿拉傷報廢,氣封填料磨損嚴重。
4.1產品質量問題
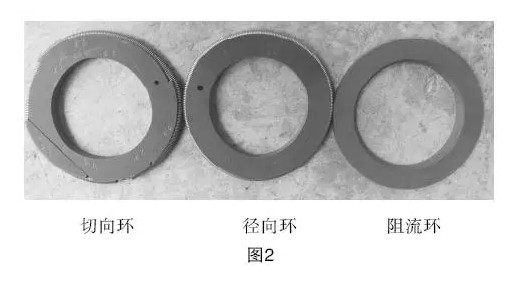
此次購買的氣封組件與原裝氣封組件的尺寸存在偏差,該壓縮機氣封填料由八組組成,每組徑向環、切向環、阻流環的厚度不一致,在制造上存在0.1~0.2mm的偏差;外徑比原裝尺寸大2mm。
4.2裝配尺寸問題
4.2.1軸向間隙
指每組徑向環、切向環、阻流環安裝在填料盒內后與填料盒端面的差值;標準值一般控制在0.25~0.35mm之間,由于每片徑向環、切向環、阻流環在制造中都會有偏差,偏差允許值為±0.05mm,因此安裝時需要進行調整,此次的徑向環、切向環、阻流環的厚度制造上存在0.1~0.2mm的偏差,在安裝時僅僅是憑經驗,即每組氣封安裝在填料函內能夠活動自如即可,導致軸向間隙沒有控制在范圍內,此間隙小于0.1mm時,在運行時由于填料函及活塞桿會發熱,正常溫度<65℃,填料盒內的填料受熱產生輕微軸向膨脹,此時若每片徑向環、切向環、阻流環之間有顆粒雜質的存在,極易產生軸向間隙為負間隙,Z終就會造成氣封填料燒毀,活塞桿拉毛損壞。
4.2.2徑向間隙
指填料安裝在活塞桿上外徑值與填料盒內徑的差值;標準值在3~5mm,由于此次的徑向環、切向環、阻流環外徑比原裝尺寸大2mm,導致徑向間隙1mm左右,試運過程中,由于填料函及活塞桿會發熱,填料盒內的填料受熱產生徑向膨脹,導致沒有徑向膨脹空間,加劇活塞桿與填料之間的摩擦,致使此處溫度驟然升高。
4.3處理方法
重新裝配氣封填料,更換新活塞桿。安裝氣封時,認真核對每組氣封的尺寸,包括每個徑向環、切向環、阻流環的厚度,自由狀態的外徑。
各環安裝的順序認真檢查,徑向切口要朝向高壓側,有標記朝向高壓側,每組徑向環、切向環之間的防轉銷高度要小于槽深;填料盒安裝要保證其每組的垂直度一直,拆卸安裝時按記號施工,緊固要均勻徹底,每級填料盒間的密封膠圈要完好并涂抹黃油;與氣封配合處的活塞桿要保證其表面的光潔度、復查其圓度、嚴禁出現表面有劃傷現象;準確測量每組氣封填料在氣封盒內的徑向間隙、軸向間隙,做到每一級的間隙都控制在指標范圍內。
5 結論
自此次故障處理后,吸取了氣封間隙的重要性,對于氣封填料本身制造質量、加工誤差及裝配尺寸問題,今后都會引起高度的重視,認真復查數據與原始數據做對比,不放過任何細節,保證機組平穩運行。
參考文獻:
[1]郁永章.活塞式壓縮機[M].西安:西安交通大學出版社,1972.
[2]胡家順.活塞式壓縮機的CAD系統[J].機械設計與制造工程,2000.
來源:《壓縮機技術》2018年1期