



推土機錐花鍵鏈輪轂壓裝工裝的改進
2020-01-03周寶明
(河北宣化工程機械股份有限公司技術中心)
1 終傳動裝置結構(河北宣化工程機械股份有限公司技術中心)
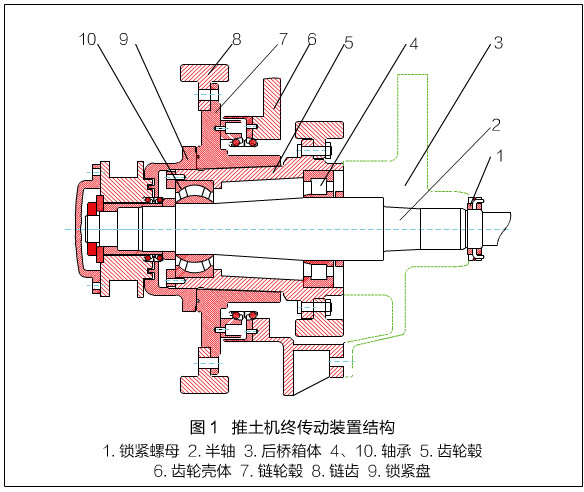
推土機終傳動裝置的主要作用是將發動機傳來的高轉速小扭矩轉化為低轉速大扭矩,以實現推土機行走。其主要由鎖緊螺母1、半軸2、后橋箱體3、軸承(4、10)、齒輪轂樂齒輪殼體民鏈輪轂7、鏈齒8、鎖緊盤9等組成,如圖1所示。
2 改進前的壓裝工裝
鏈輪轂和齒輪轂的花鍵為錐形結構,為保證錐形結構安裝到位,組裝前,須先使用普通油壓機將鏈輪轂和齒輪轂進行預壓裝,再用千分尺測量鏈輪轂壓裝入齒輪轂的長度并記錄下來,然后將鏈輪轂和齒輪轂分解開。
改進前的壓裝工裝由連接螺桿1(高強度鋼制作)、鎖緊螺母2、大墊片3、空心液壓缸東支撐盤5、連接螺母6、連接筒7、壓緊盤8、連接盤9、扳手10組成,如圖2所示。
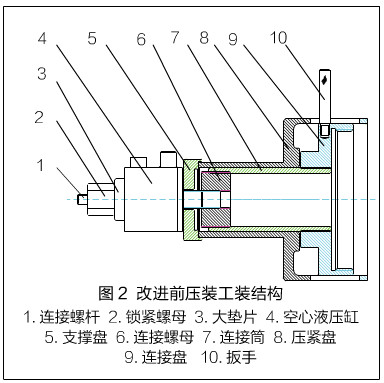
改進前的壓裝工裝零部件較多,操作繁瑣,僅適用于鏈輪轂和齒輪轂壓裝力比較小的推土機。當鏈輪轂和齒輪轂所需壓裝力較大時,連接螺桿容易損壞,既不安全又達不到工藝要求。
3 改進后的壓裝設備
針對改進前壓裝工裝存在的缺陷,為提高推土機鏈輪轂和齒輪×壓裝效率和質量,我們研制了1種用于大功率推土機鏈輪轂和齒輪×的壓裝設備。該壓裝設備由壓裝工裝和液壓泵站2部分組成(改進前、后液壓泵站相同),其組成及使用方法如下所述。
(1)組成
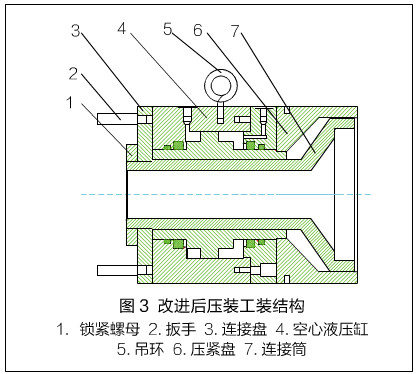
壓裝工裝改進后的壓裝工裝主要由鎖緊螺母1、扳手2、連接盤3、空心液壓缸4、吊環5、壓緊盤6、連接筒7等組成,如圖3所示。
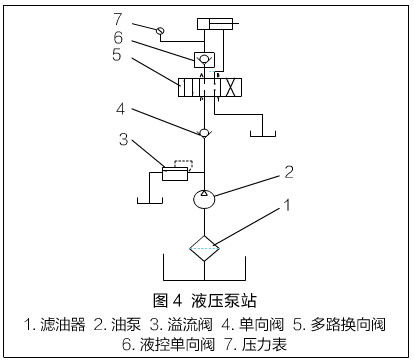
液壓泵站給改進后的壓裝工裝提供動力的液壓泵站主要由過濾器1、油泵2、溢流閥3、單向閥4、多路換向閥5、液控單向閥6、壓力表7等組成,如圖4所示。
(2)使用方法
首先,將齒輪轂以及2套軸承安裝在半軸上,將齒輪殼體與機架通過螺栓緊固在一起,將鏈輪轂組件套在齒輪轂上。
其次,用天車吊起壓裝工裝組件,搬動扳手,通過扳手帶動連接盤、進而帶動連接筒,使壓裝工裝組件右側端口與齒輪轂的外螺紋連接,將壓緊盤的右端頂住鏈輪轂,左端頂住空心液壓缸。如圖5所示。
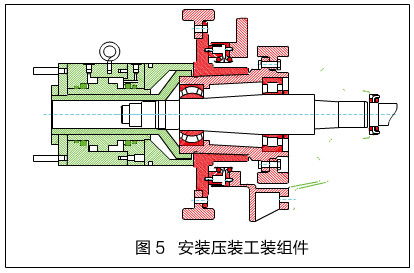
Z后,操縱多路換向閥,使空心液壓缸活塞回縮,用天車吊住壓裝工裝組件,扳動扳手將連接筒擰下,以齒輪轂外端面為基準,用千分尺測量鏈輪轂壓入齒輪轂的長度,合格后將鎖緊盤擰緊,即完成鏈輪轂壓入齒輪轂工序。
4 改進效果
改進后的壓裝設備具有結構簡單,成本低廉,操作方便等特點,可快捷地將錐花鍵鏈輪轂與齒輪轂壓裝在一起,提高了裝配效率和裝配質量,降低了裝配成本和工人的勞動強度,簡化了裝配工藝流程,保證了安全生產。改進后的壓裝設備已在我公司生產TY230型推土機中投入使用。
來源:《工程機械與維修》2016年10期