



鐵路客車(chē)檢修輪軸表面除銹處理工藝分析
2021-04-29岳書(shū)靜,崔永習(xí),葛美周,等
(中車(chē)四方車(chē)輛有限公司,青島)
0 引言
目前,國(guó)內(nèi)運(yùn)行的鐵路客車(chē)車(chē)輛主要采用鋼鐵材料制造而來(lái)。鐵路客車(chē)在富氧、多鹽、高熱的惡劣環(huán)境中運(yùn)行服役,會(huì)長(zhǎng)期受到風(fēng)吹日曬、酸雨、霧霾和紫外線(xiàn)的不斷侵蝕和破壞。銹蝕問(wèn)題一直是影響鐵路客車(chē)壽命的重要因素,輪軸銹蝕嚴(yán)重則直接關(guān)系到車(chē)輛運(yùn)行安全。探究適宜的除銹工藝方法用以指導(dǎo)實(shí)際生產(chǎn)中的除銹作業(yè)也成為行業(yè)內(nèi)的一個(gè)重要課題。
現(xiàn)有的除銹方法分為化學(xué)除銹法和物理除銹法。化學(xué)除銹是通過(guò)使用化學(xué)藥劑對(duì)工件進(jìn)行酸洗除銹,為利于后續(xù)涂裝同時(shí)還會(huì)伴隨磷化、鈍化等系列處理過(guò)程。由于化學(xué)除銹過(guò)程中使用大量化學(xué)藥劑易產(chǎn)生廢液、廢渣等污染物,高溫加熱能耗高等原因,其在實(shí)際生產(chǎn)中已受到嚴(yán)格限制。軌道車(chē)輛領(lǐng)域,一般對(duì)非不銹鋼材質(zhì)的薄板(通常厚度<3 mm)、鋼管等采用化學(xué)除銹處理。物理除銹法主要包括手工和動(dòng)力工具除銹、噴丸(砂)除銹、磨料水射流除銹、激光除銹等。手工和動(dòng)力工具除銹是采用砂紙、磨片、砂輪、鋼絲刷等工具進(jìn)行機(jī)械打磨的除銹方法。
該方法除銹相對(duì)不均勻,尤其對(duì)于基材凹坑深處的銹蝕不易清除,且勞動(dòng)強(qiáng)度大、人工成本高,但靈活性大,適用于小面積作業(yè)。噴丸(砂)除銹是以壓縮空氣為動(dòng)力,將丸料或砂料高速?lài)娚涞焦ぜ砻妫构ぜ砻娅@得一定清潔度和粗糙度的方法。噴丸(砂)除銹工作效率高,便于操作,清除氧化皮、銹層、舊漆層的同時(shí)能夠獲得一定的表面粗糙度,有助于后續(xù)油漆涂層的附著。
此方法是目前軌道車(chē)輛領(lǐng)域Z常用Z可行的除銹方法,廣泛應(yīng)用于新造及檢修車(chē)體、轉(zhuǎn)向架部件等產(chǎn)品的涂裝前處理作業(yè)。磨料水射流除銹是利用帶水的磨料高速?lài)娚涔ぜ砻妫瑢儆谝环N濕式噴砂除銹的方法。其大大減少了粉塵污染,有利于環(huán)境保護(hù)。但磨料水射流除銹后的工件表面有一定量的水殘留,特別是結(jié)構(gòu)復(fù)雜的產(chǎn)品若不及時(shí)干燥清理容易產(chǎn)生返銹。
并且,較干式噴砂增加了供水系統(tǒng),設(shè)備、維護(hù)成本高。激光除銹是一種新興的除銹方法,其利用高能量的脈沖激光照射工件表面,表面銹蝕層吸收激光能量急劇升溫產(chǎn)生氣化、熱膨脹、沖擊等,使銹蝕層剝離的方法。激光除銹精度高、效果良好,多適用于精密部件的小面積除銹。對(duì)于軌道車(chē)輛領(lǐng)域的大型車(chē)體、大部件除銹以及檢修車(chē)輛的除舊漆層、除銹等作業(yè),激光除銹工作效率大大降低,難以滿(mǎn)足生產(chǎn)需求。并且,經(jīng)其處理后的基材表面粗糙度低于手工除銹、噴砂除銹的處理效果,不利于后續(xù)油漆涂裝。
中國(guó)鐵路總公司下發(fā)的《鐵路客車(chē)輪軸組裝檢修及管理規(guī)則》(鐵總運(yùn)[2013]191號(hào))中輪對(duì)檢修第3.1條外觀(guān)檢查要求“段修、廠(chǎng)修時(shí),須清除輪對(duì)各部位表面的油漆及銹垢,車(chē)軸外露表面須露出基本金屬面”。段修、廠(chǎng)修的鐵路客車(chē)其輪軸檢修包括重新除漆除銹、探傷、涂裝作業(yè),除銹是輪軸探傷、涂裝前的必要步驟。輪軸探傷前,必須保證輪軸表面露出基本金屬面,不得有舊漆層、銹垢、雜物等附著,以確保輪軸探傷質(zhì)量。所以,檢修輪軸除銹需要選擇既能滿(mǎn)足探傷要求又能滿(mǎn)足后續(xù)涂裝作業(yè)的除銹方式。
結(jié)合實(shí)際生產(chǎn)現(xiàn)狀,本文選取噴砂、磨片打磨、角磨機(jī)砂輪打磨3種不同的除銹方式,進(jìn)行表面處理試驗(yàn)驗(yàn)證,分析不同處理方式對(duì)輪軸基材表面粗糙度、光澤、溫度變化、傷害程度的影響,以確定Z優(yōu)的除銹處理方式。
1 試驗(yàn)部分
1.1材料準(zhǔn)備
車(chē)軸3 條,打磨機(jī)1 臺(tái)(配40#、120#、240#磨片),角磨機(jī)1 臺(tái)(配60#砂輪),紅外測(cè)溫槍1 臺(tái)。
1.2 試驗(yàn)內(nèi)容
針對(duì)噴砂、磨片打磨、角磨機(jī)打磨3種不同的除銹方式,進(jìn)行輪軸表面除銹處理驗(yàn)證。
(1)選取1 條車(chē)軸采用石英砂進(jìn)行噴砂處理,記錄噴砂過(guò)程車(chē)軸表面溫度變化、外觀(guān)變化。
(2)選取1 條車(chē)軸進(jìn)行磨片打磨處理,將車(chē)軸劃分為3 段,分別使用40#、120#、240#磨片進(jìn)行打磨處理。記錄打磨過(guò)程車(chē)軸表面溫度變化、外觀(guān)變化。
(3)選取1 條車(chē)軸進(jìn)行角磨機(jī)砂輪打磨處理,記錄打磨過(guò)程車(chē)軸表面溫度變化、外觀(guān)變化。
2 結(jié)果與討論
2.1 車(chē)軸噴砂處理
噴砂前,車(chē)軸外觀(guān)表面可見(jiàn)黃色銹蝕,整體發(fā)污呈深灰色;噴砂后,表面無(wú)可見(jiàn)的油污、無(wú)油漆涂層?無(wú)銹垢附著,露出粗糙的基本金屬面,整體呈無(wú)光澤的灰白色,見(jiàn)圖1,噴砂等級(jí)達(dá)到GB/T 8923.1規(guī)定的Sa2級(jí),為徹底的噴射清理,即在不放大的情況下觀(guān)察時(shí),表面應(yīng)無(wú)可見(jiàn)的油、脂和污物,并且?guī)缀鯖](méi)有氧化皮、鐵銹、涂層和外來(lái)雜質(zhì)。符合《鐵路客車(chē)輪軸組裝檢修及管理規(guī)則》(鐵總運(yùn)[2013]191號(hào))中輪對(duì)檢修第3.1條外觀(guān)檢查要求。噴砂前,車(chē)軸表面溫度約16℃;噴砂后,車(chē)軸表面約17℃;溫度基本無(wú)變化。
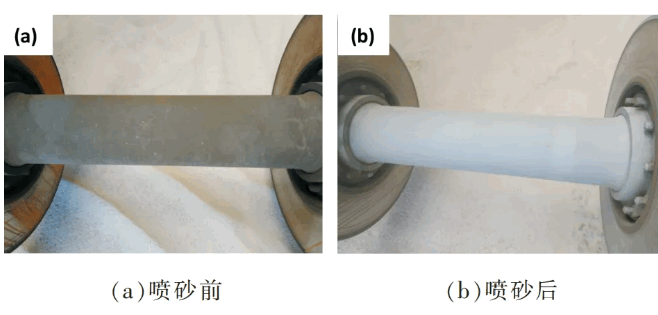
圖1 車(chē)軸噴砂處理前后的狀態(tài)對(duì)比
2.2車(chē)軸磨片打磨處理
打磨前,車(chē)軸外觀(guān)表面可見(jiàn)黃色銹蝕,整體發(fā)污呈深灰色;分別使用40#、120#、240#打磨后,表面露出具有一定光澤的亮白色金屬面,其中,40#磨片打磨處光澤程度Z強(qiáng),120#磨片打磨處光澤程度次之,240#磨片打磨處光澤程度Z弱。但均仍可見(jiàn)銹垢附著,故不符合《鐵路客車(chē)輪軸組裝檢修及管理規(guī)則》(鐵總運(yùn)[2013]191號(hào))中輪對(duì)檢修第3.1條外觀(guān)檢查要求。外觀(guān)效果變化如圖2、圖3所示。打磨前,車(chē)軸表面約16℃;打磨后,車(chē)軸表面約17℃;溫度基本無(wú)變化。
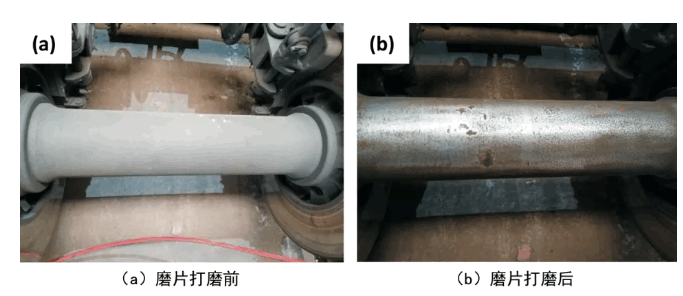
圖2 車(chē)軸磨片打磨處理前后的狀態(tài)對(duì)比

圖3 不同目數(shù)磨片打磨的效果對(duì)比
2.3 車(chē)軸角磨機(jī)砂輪打磨處理
如圖4所示,打磨前,車(chē)軸表面可見(jiàn)黃色銹蝕,整體發(fā)污呈深灰色;使用60#角磨機(jī)砂輪打磨后,表面無(wú)可見(jiàn)的油污,無(wú)油漆涂層、銹垢附著,表面露出具有光亮的金屬光澤表面,符合《鐵路客車(chē)輪軸組裝檢修及管理規(guī)則》(鐵總運(yùn)[2013]191號(hào))中輪對(duì)檢修第3.1條外觀(guān)檢查要求,但因表面相對(duì)光滑而不利于后續(xù)油漆附著。打磨前,車(chē)軸表面約16℃;打磨后,車(chē)軸表面約19℃;溫度基本無(wú)變化。

圖4 車(chē)軸角磨機(jī)砂輪打磨處理前后的狀態(tài)對(duì)比
2.4作用機(jī)理分析
(1)噴砂:噴砂噴射清理處理時(shí),砂粒高速?lài)娚涞叫枰幚淼妮嗇S表面,使輪軸外表面發(fā)生變化。由于磨料對(duì)表面的沖擊和切削作用,主要表現(xiàn)為沖擊作用,使輪軸表面獲得一定的清潔度,并且使輪軸表面變粗糙,有利于后續(xù)油漆的附著。噴砂處理后,金屬表面微觀(guān)形貌表現(xiàn)為分布著大量不規(guī)則形狀的撞擊凹坑,這些凹坑對(duì)于提高后續(xù)涂層與基材之間的附著力具有重要作用。
(2)磨片打磨:利用不同粗糙程度的磨片在壓縮空氣的驅(qū)動(dòng)下旋轉(zhuǎn)對(duì)進(jìn)行表面進(jìn)行磨削、切削、除銹處理。相較于噴砂及角磨機(jī)打磨而言,手工磨片打磨對(duì)鋼材表面的沖擊和切削作用相對(duì)要小,大面積、基材凹坑深處的銹蝕無(wú)法徹底清除,僅適用于局部除銹。不同型號(hào)磨片打磨比較,磨片型號(hào)數(shù)越小,磨片表面越粗糙,對(duì)鋼材表面的作用程度越大,從而表現(xiàn)出40#磨片打磨處除銹、光澤程度Z強(qiáng);120#磨片打磨處除銹、光澤程度次之;240#磨片打磨處除銹、光澤程度Z弱。
(3)角磨機(jī)砂輪打磨:是利用高速旋轉(zhuǎn)的砂輪對(duì)金屬件進(jìn)行磨削、切削、除銹、磨光加工。因砂輪本身的切削結(jié)構(gòu)及高速度旋轉(zhuǎn),角磨機(jī)打磨對(duì)鋼材表面的切削力度大,除銹徹底,表面出現(xiàn)磨光狀態(tài),呈光亮的金屬光澤。角磨機(jī)砂輪打磨后其表面形貌與噴砂處理后產(chǎn)生的凹坑不同,分布的是高低不平的條紋狀溝槽。
表1 不同處理方式對(duì)輪軸表面作用及影響

根據(jù)上述試驗(yàn)結(jié)果及作用機(jī)理分析,可得出以下幾點(diǎn)結(jié)論:
(1)噴砂輪軸因表面粗糙程度Z大,粗糙表面對(duì)光線(xiàn)表現(xiàn)為漫反射作用,噴砂后輪軸表面宏觀(guān)上呈無(wú)光澤的灰白色,屬于正常現(xiàn)象;
(2)噴砂對(duì)輪軸表面的切削作用Z小,角磨機(jī)砂輪打磨切削作用Z大。從對(duì)車(chē)軸保護(hù)的角度來(lái)說(shuō),噴砂處理是對(duì)車(chē)軸傷害Z小的處理方式;
(3)三種不同的方式處理后輪軸表面溫度基本無(wú)變化,對(duì)車(chē)軸無(wú)不良影響;
(4)噴砂處理除銹效果Z徹底且使輪軸表面獲得一定的粗糙度,從后續(xù)工序角度來(lái)講,噴砂處理是Z有利于對(duì)后續(xù)探傷、油漆施工的處理方式。
3 應(yīng)用實(shí)例
在軌道車(chē)輛領(lǐng)域內(nèi),除銹作業(yè)主要采用噴丸(砂)除銹,輔以手工和動(dòng)力工具除銹。通常,碳鋼基材噴丸(砂)清理可采用鋼丸、鋼絲段等金屬磨料或剛玉、金剛砂等非金屬磨料,噴射清理后鋼材表面清潔度等級(jí)應(yīng)達(dá)到GB/T 8923.1規(guī)定的Sa21/2圖片級(jí)。其中,廠(chǎng)修碳鋼車(chē)體及零部件噴射清理采用鋼丸、鋼絲段磨料,噴射清理后鋼材表面清潔度等級(jí)應(yīng)達(dá)到GB/T 8923.1規(guī)定的Sa2級(jí)或GB/T 8923.2規(guī)定的PSa2級(jí)。
鋁合金基材使用棕剛玉、金剛砂等非金屬磨料進(jìn)行噴砂處理,噴射清理后鋁合金基材表面粗糙度通常要求Ra(6~20)μm。例如,國(guó)內(nèi)時(shí)速160km/h等級(jí)及以下的鐵路客車(chē)車(chē)體、各車(chē)型的轉(zhuǎn)向架構(gòu)架等采用噴丸除銹處?。由鋁合金材料制造的高速動(dòng)車(chē)組、城際動(dòng)車(chē)組、地鐵、輕軌、有軌電車(chē)等車(chē)體采用棕剛玉噴砂處理。其他碳鋼材質(zhì)焊接端部底架、檢修輪軸、軸箱體等部件也采用非金屬磨料噴砂除銹。
4 結(jié)語(yǔ)
除銹是輪軸探傷、涂裝前的必要步驟。對(duì)于檢修輪軸來(lái)說(shuō),噴砂除銹處理對(duì)車(chē)軸傷害Z小,除銹效果Z優(yōu),既能滿(mǎn)足檢修輪軸探傷要求又能滿(mǎn)足后續(xù)涂裝要求。目前,噴丸(砂)除銹也是軌道車(chē)輛領(lǐng)域內(nèi)Z常用Z可行的除銹辦法,廣泛應(yīng)用于新造及檢修車(chē)體、轉(zhuǎn)向架部件等產(chǎn)品的涂裝前處理作業(yè)。
參考文獻(xiàn)(略)
來(lái)源:《涂層與防護(hù)》雜志