



鋼包下水口松動原因分析及改進措施
2021-01-07梁保青 趙臣瑞 王全喜
(河南熔金高溫材料股份有限公司)
摘 要:針對鋼包下水口在澆鋼過程中松動造成下滑板與下水口間夾鋼,滲鋼,甚至漏鋼及導致滑板連滑比率偏低的問題,結合現場使用實際情況進行分析,通過改進下滑板與下水口的配合方式,改善下水口成型工藝等措施避免下水口松動,解決下水口因松動原因造成的澆鋼生產質量隱患及滑板連滑比率偏低的技術難題。
關鍵詞:下水口;松動;夾鋼;滲鋼;漏鋼;原因分析;改進措施;連滑比
隨著潔凈鋼冶煉技術、高速高效連鑄技術及滑板多爐連用技術的發展,提高下水口使用次數與安全系數是目前迫切需要解決的問題。在鋼包澆鋼過程中,由于下水口的松動造成下滑板與下水口間夾鋼、滲鋼,甚至導致漏鋼事故,嚴重影響了煉鋼企業的生產節奏與安全生產,也在很大程度上影響了鋼坯的燒鑄質量;同時,因滑板連滑比率低,增加了噸鋼耐火材料消耗,升高了煉鋼的單位成本。某鋼廠鋼包容量為65t,月出鋼量為37~38萬t,其中精煉鋼占3/5,普鋼占2/5,精煉鋼精煉時間40min左右,鋼水停留時間為2.5h左右,其中軸承鋼周轉時間較長3~5h。鋼種精煉鋼主要是45#、40Cr、20CrMnTi、30MnSiA、35K、M115、SPHC、GCr15等。下水口松動事故率達到1.5‰,對鋼廠的正常生產和連滑率產生較大影響,因此分析研究鋼包下水口松動的原因,是解決其在使用過程中松動的主要途徑,并制定相對應的改進措施。
一、下水口松動原因分析
1.1 下水口組裝工藝
國內多家耐材企業生產的鋼包下水口屬于鋁碳材質,該系列下水口采取摩擦壓力機或液壓機成型下水口本體外套,經烘干后通過油壓機用粘結料將下水口鋼殼與本體外套按照圖紙尺寸要求組裝在一起,由于鋼包澆鋼使用過程所受的中包熱輻射不同及下水口鋼殼與耐材本體、粘結料膨脹系數不同,同時,在使用過程中火泥在高溫下燒結體積收縮,因此導致下水口本體與下水口鋼殼間有縫隙,從而耐材本體發生位移導致下水口在使用過程中存在松動現象。
1.2 下水口旋緊裝置與下水口材質差異
國內外滑動水口機構對下水口的安裝固定多采用旋緊裝置剛性外旋方式,下水口旋緊裝置多采用鑄鋼件或鑄鐵件,其與鋼包下水口在澆鋼過程中的熱膨脹數差異較大,下水口熱膨脹系數為1.4×10-6K-1,由于下水口固定是剛性鎖緊,在膨脹收縮不同步的情況下,必然會造成旋緊裝置松動引發下水口松動造成夾鋼、滲鋼等漏鋼事故隱患。
1.3 連鑄套長水口操作因素的影響
目前,國內多家鋼鐵企業,為了冶煉潔凈鋼、品種鋼,多采取鋼包澆鋼時下水口下部套長水口的工藝來滿足煉鋼質量要求,套長水口多采用液壓驅動和手動兩種辦法來實現,由于操作工在進行套長水口作業過程的熟練程度不同,導致長水口位置套偏或重復操作導致下水口受剪切力過渡,從而引發松動,造成澆鋼質量隱患或漏鋼事故。
1.4 保護套管對下水□的拉應力
目前,國內煉鋼企業鋼包下水口保護套管的運動主要是由下水口帶動保護套管及其支架完成的,滑動水口機構通過滑塊控制鋼水流量,同時由下水口帶動保護管做直線運動,部分用戶配套設計的下水口因形狀差異、會導致保護套管運動過程中對下水口施加了較大的橫向切應力超過了下水口旋緊裝置對下水口在滑動水口機件上的固定力,因此造成了下水口的松動,帶來漏鋼事故隱患。
二、改進措施
2.1 改進下水口的成型組裝工藝
采用下水口帶鋼殼整體澆注成型工藝替代組裝工藝,使下水口與鋼殼之間沒有粘結料填充,避免了粘結料膨脹收縮引發的下水口鋼殼與本體間發生的位移現象,有效解決了下水口在澆鋼過程中出現的松動問題,如圖1所示。

圖1 成型改進前后下水口的形貌對比
2.2 減少下水口與下滑板之間的配合間隙
以InterstopCS80機構配套下水口為例進行說明。
通過減小下水口與下滑板旋緊后四周配合的間隙來預防下水口熱膨脹收縮后的活動空間,從而阻止下水口松動的發生。圖2所示改進前后下滑板與下水口配合尺寸的對比。

圖2 改進前后下滑板與下水口配合尺寸的對比
2.3 改進下水口在滑動水口機構內的固定方式
以WHRJ410-B3機構配套下水口為例進行說明:通過將下水口用旋緊套旋緊固定改為螺栓固定下水口旋緊裝置的操作方式來解決下水口松動問題,徹底杜絕了下水口松動引發的漏鋼事故隱患,并能提高滑板的連滑比率。圖3所示下水口旋緊裝置固定改進前后方式的對比。
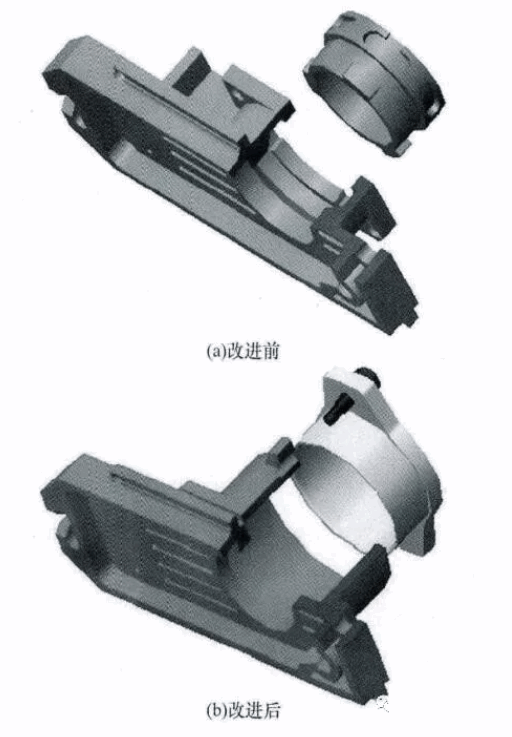
圖3 改進前后下水口在機構內的固定方式對比
通過上述改進,影響下水口松動的因素有下水口的組裝工藝、下水口和旋緊裝置材質熱膨脹系數差異、套長水口操作熟練程度及保護套管的拉應力等,通過改變成型工藝方式,由火泥組裝到直接澆注成型,減小下水口與下滑板之間的配合間隙和改進下水口在滑動水口機構內的固定方式,來解決遇到的問題,通過一系列措施該鋼廠下水口松動事故率降低到0.6‰以下,解決了下水口松動問題。
三、結語
通過對鋼包下水口在鋼包澆鋼過程中松動的原因進行分析并找出相應的改進措施,避免了在澆鋼過程中因下水口松動造成的夾鋼、滲鋼甚至漏鋼事故的發生,同時提高了滑板的連滑比率,降低了噸鋼的耐材成本。
來源:(2015耐火材料綜合學術年會(第十三屆全國不定形耐火材料學術會議和2015耐火原料學術交流會)論文集