



風電機組變槳軸承批量故障問題失效分析與技術升級解決方案
2016-11-02任淮輝 孫浩 岳俊紅 岳文彥
(國電集團)
風電機組變槳軸承工作環境多為風沙、雨露、潮濕和低溫等惡劣情況,加之安裝和維護十分不方便,因此,變槳軸承不僅需要足夠的強度承受聯合載荷,同時也要求其具有良好密封性與高可靠性。近年來,諸多國內外企業在生產風電軸承方面達到了對規模、標準等的要求。如斯凱孚(SKF)、舍弗勒(FAG)、恩斯克(NSK)等傳統軸承企業,以及羅特艾德(Rothe Erde)、勞力士(Rollix)等公司的產品在全球風電軸承行業享有盛名,其生產的產品的主要性能指標,如可靠性、壽命等全部滿足風電機組的使用要求。經過十幾年的發展,國內在風電專用軸承領域取得了長足的進步,在軸承自主生產,研發設計上都取得一定成果,但是與國外的知名軸承公司相比,在市場占有率以及基礎研發上仍有很大的差距,在基礎技術研究及后期生產制造方面,我國仍需要不斷的探求創新。(國電集團)
變槳軸承失效模式
1.故障機組變槳原理
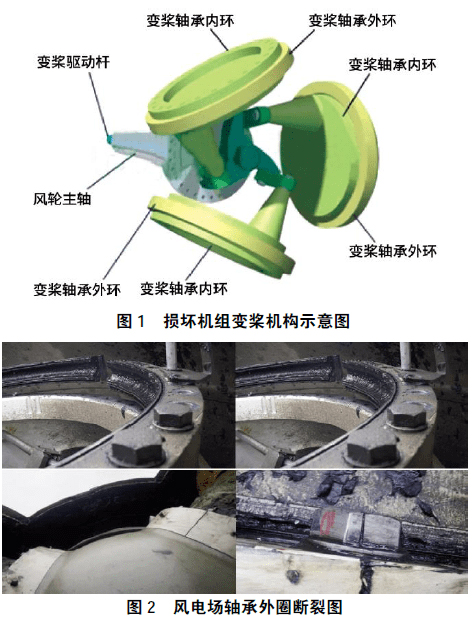
故障機組變槳機構采用液壓缸來驅動,液壓缸安裝在齒輪箱后面,活塞桿通過雙向推力軸承與變槳驅動桿連接。當變槳驅動桿移動時,3個組的葉片同步轉動。其變槳距軸承的外圈通過螺栓連接固定在輪轂上,在變槳距軸承的內圈與外圈間為圓珠滾子,內圈通過螺栓連接葉片。其機組變槳機構示意圖,見圖1。
故障機組葉片變槳軸承為單排四點接觸球軸承設計,主要承載來自葉片作用的徑向載荷、軸向載荷和傾覆力矩。四點接觸球軸承屬于徑向單列角接觸球軸承,其滾道用來支撐作用于兩個方向上的軸向載荷的,可以承受Z高為軸向載荷的幾分之一的徑向載荷。
2.軸承損壞情況及失效模式
風電場調研分析表明,隨著機組運行時間的增加(該型機組運行時間已有7到10年),變槳軸承出現多起嚴重事故:發生21起導致葉片墜落的事故中,其中9起出現變槳軸承外圈斷裂;此外在運維檢查中發現近10臺次軸承外圈開裂,與葉片墜落時軸承斷裂情況類似。發生1起軸承卡澀導致葉輪無法回槳、高速軸過速制動引發機組著火事故;同時還發現50多例較為嚴重的磨損卡澀問題。因此該型機組變槳軸承的損壞主要表現為軸承外圈斷裂和軸承軌道磨損卡澀問題,給風電場的安全生產帶來極大的隱患。
對該型故障機組發生的變槳軸承斷裂及卡澀問題,從設計、制造、安裝、維護等方面給予原因分析:
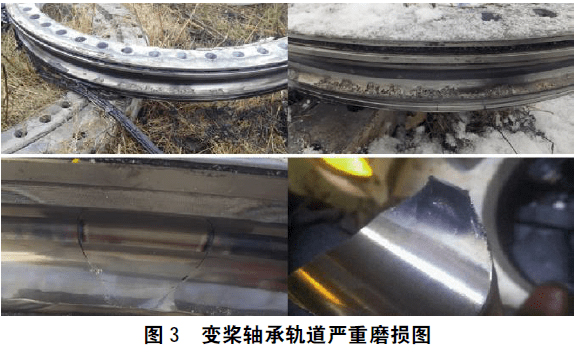
軸承斷裂主要發生在軸承-輪轂連接螺栓負載集中的區域,斷口方向為外圈徑向,斷面疲勞裂紋擴展明顯。軸承外圈斷裂見圖2。軸承外圈斷裂的主要原因有:淤通過失效分析和現場運維判斷軸承外圈斷裂主要原因是由于設計裕度不足導致的。由于軸承強度不夠,容易引發螺栓斷裂,周期性交變載荷以及螺栓斷裂又加劇了軸承負載和變形,導致疲勞裂紋擴展和軸承斷裂。于部分風電場風輪組裝以及更換輪轂-軸承連接副螺栓時,由于采用的潤滑方式不同,導致螺栓軸力差異較大,受力較大以及應力集中區域的螺栓容易先期斷裂,使得軸承更容易出現裂紋,發生斷裂。
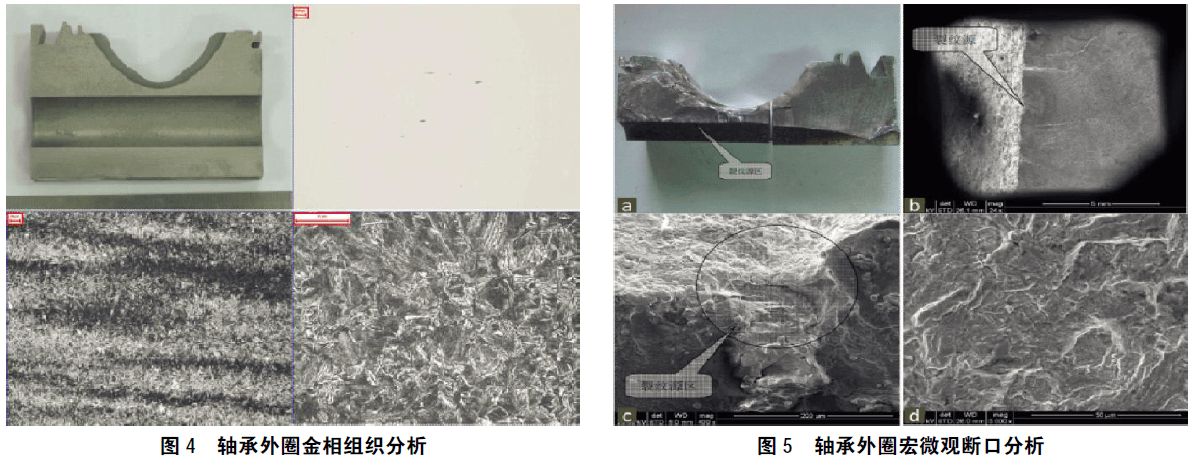
淤風電場定檢運維注脂不足、注脂不規范,以及排油孔堵塞和密封不嚴等,使得滾珠和軌道之間長期潤滑不良,導致軸承出現不同程度的磨損剝落,部分磨損剝落嚴重軸承致變槳過程卡澀;于在安裝葉片變槳軸承時,該型機組未考慮軸承軟帶應避開軸承負載較大的區域,使得軟帶及其過渡區域易發生磨損;除此外,機組的防雷設計存在缺陷,雷電流直接通過葉片軸承,造成葉片軸承滾珠與滾道間容易產生電蝕損傷。
為了進一步查明和驗證該機型變槳軸承斷裂和磨損的原因,對損壞的變槳軸承進行理化分析、機械/力學性能、金相分析以及宏微觀斷口分析等試驗研究,分析結果如下。
1.軸承外圈材料化學成分測試
對斷裂變槳軸承取樣,并進行化學成分進行測試,測試結果如表1所示。
測試結果表明,成分符合標準EN10204-2004對材料42Cr原Mo的技術要求。
2.機械/力學性能測試
在斷裂齒圈未斷裂部位取拉伸試樣、沖擊試樣及硬度試樣進行力學性能檢測,測試結果如表2所示。
測試結果表明,軸承套圈機械/力學性能符合標準EN10204-2004對材料42CrMo的技術要求,但抗拉強度處于下限值,說明原材料質量不高。
3.金相組織
分別在斷裂齒圈的靠近斷口處取不開孔部位橫向截面、開孔部位橫向截面,經磨光、熱酸浸蝕法顯示其低倍組織,同時在軸承套圈、裂紋源以及孔內壁處截取金相試樣,進行非金屬夾雜測試和金相組織觀察等。
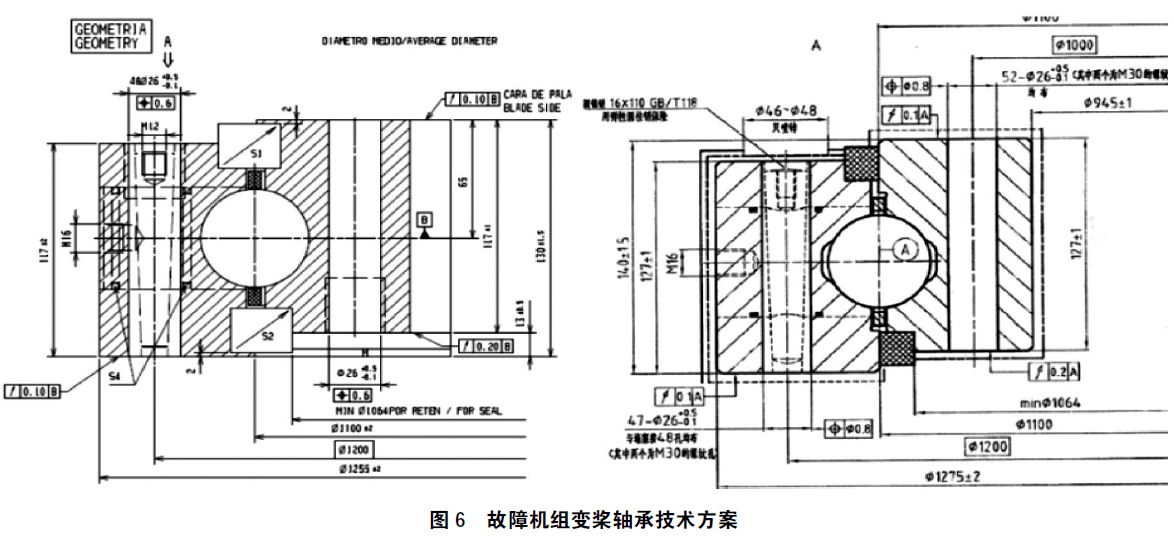
經檢測和測量表明,低倍組織進行評定,呈現0.5級一般疏松(見表3和圖4a所示),非金屬夾雜物實際檢驗A法評定為:

金相檢驗結果:齒圈試樣中存在硫化物類夾雜,硫化物類夾雜物級別評為1.0級;顯微組織為回火索氏體+少量鐵素體,由此可見齒圈經過了調質處理;裂源處顯微組織為回火索氏體+少量鐵素體。并且在孔內壁剖面試樣上可見腐蝕坑以及由腐蝕坑底擴展的微裂紋。
4.宏微觀斷口分析
截取斷口部位并清洗后,宏觀形貌見圖5a。可見孔內壁存在銹蝕現象,并且裂紋起源于螺栓孔內壁銹蝕相對較嚴重的區域,呈多源特征,斷面上可見貝殼紋特征,并且裂紋擴展區占整個斷口的95%以上,瞬斷區靠近齒圈內、外兩側,僅占1~2%面積,且存在明顯的擦傷痕跡。將齒圈斷口分割成小塊,清洗后置于掃描電子顯微鏡下觀察,圖5b圖3變槳軸承軌道嚴重磨損圖為裂紋源低倍顯微特征,放大后可見裂紋源表面存在擦傷及覆蓋層,見圖5c,圖5d為斷口上的貝殼紋特征,放大后觀察擴展區呈疲勞輝紋特征。
技術改造方案
根據該型機組變槳軸承的損壞狀況和失效模式,在現有軸承連接尺寸和設計條件下,對該型機組變槳軸承進行技術升級,主要體現在以下兩個方面,如圖6所示。
(2)在保持螺栓接口尺寸和軸承滾珠軸向和金相相對位置不便的條件下,軸承外圈外徑增厚10mm,軸承內圈內徑增厚10mm,內外圈在軸向增厚10mm,以便提高變槳軸承的剛度,進而提高承載葉片軸向力、徑向力和傾覆力矩,降低軸承變形,改善螺栓受力等。
結論
通過對風電場某型故障機組葉片變槳軸承損壞狀況的統計和調研,以及對外圈斷裂軸承的失效分析,查明了該型機組變槳軸承批量損壞的失效模式和主要原因,軸承材料性能較低,整體和軌道等結構設計導致安全裕度較低,此外風電場維護和保養不足,亦是導致其嚴重磨損卡澀的原因。基于失效分析的結果,對材料性能、制造工藝,以及整體和軌道結構進行優化設計,進而實現對該型機組葉片變槳軸承技術升級,并取得良好效果。