



碳氮共滲后,磨削中產(chǎn)生裂紋
2018-12-20汪冰 閻保秋
(河北宣化工程機(jī)械股份有限公司)
(河北宣化工程機(jī)械股份有限公司)
零件碳氮共滲淬火熱處理后,磨削過(guò)程中易產(chǎn)生磨削裂紋,尤其是端面更容易產(chǎn)生裂紋。裂紋的產(chǎn)生與組織殘留奧氏體量、馬氏體形態(tài)、磨削參數(shù)有關(guān)。
1.失效零件介紹
輸入軸是變速箱內(nèi)關(guān)鍵零件,細(xì)而長(zhǎng),臺(tái)階眾多,工藝過(guò)程復(fù)雜,如圖1所示。
輸入軸是變速箱內(nèi)關(guān)鍵零件,細(xì)而長(zhǎng),臺(tái)階眾多,工藝過(guò)程復(fù)雜,如圖1所示。
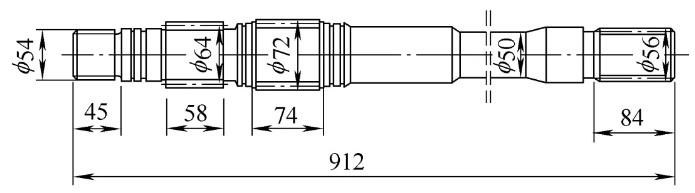
圖1
材料為20CrNiMoH,技術(shù)要求:熱處理碳氮共滲淬火,滲層0.6~0.9mm,表面硬度52~60HRC。工藝路線:鍛造→正火→粗加工→精加工→銑花鍵→碳氮共滲淬火→校直→磨削加工→探傷→裝配。熱處理采用可控氣氛井式爐保護(hù)氣氛加熱。
熱處理后滲層和硬度滿足技術(shù)要求,但在后續(xù)磨削加工過(guò)程中出現(xiàn)裂紋具體如圖2所示。

圖2
2.失效分析
對(duì)輸入軸進(jìn)行檢測(cè),表面硬度58~60HRC,心部硬度30~35HRC,熱處理后探傷無(wú)裂紋,說(shuō)明零件在淬火沒(méi)有問(wèn)題,裂紋是后續(xù)加工過(guò)程中,磨削時(shí)產(chǎn)生的。磨削裂紋的形態(tài)可大致分為3種:①龜裂狀。②平行條紋狀。③與磨削方向呈90°垂直。
對(duì)輸入軸進(jìn)行檢測(cè),表面硬度58~60HRC,心部硬度30~35HRC,熱處理后探傷無(wú)裂紋,說(shuō)明零件在淬火沒(méi)有問(wèn)題,裂紋是后續(xù)加工過(guò)程中,磨削時(shí)產(chǎn)生的。磨削裂紋的形態(tài)可大致分為3種:①龜裂狀。②平行條紋狀。③與磨削方向呈90°垂直。
該裂紋屬于第三種,分析原因:裂紋出現(xiàn)在兩側(cè)端頭,碳氮共滲較充分的緣故(邊緣易接收溫度)而使其組織超標(biāo)疊加,淬火時(shí)此處的變形量就極易形成磨削裂紋。同時(shí)磨削過(guò)程的磨削參數(shù),也是造成磨削裂紋的原因。
3.改進(jìn)措施
提高回火溫度,由220℃提高到280℃,讓淬火組織得到充分轉(zhuǎn)變,減少組織內(nèi)應(yīng)力,回火后硬度在54~56HRC,減少磨削進(jìn)給量,加大冷卻液流量,后續(xù)加工磨削裂紋問(wèn)題得以解決。
提高回火溫度,由220℃提高到280℃,讓淬火組織得到充分轉(zhuǎn)變,減少組織內(nèi)應(yīng)力,回火后硬度在54~56HRC,減少磨削進(jìn)給量,加大冷卻液流量,后續(xù)加工磨削裂紋問(wèn)題得以解決。
4.結(jié)語(yǔ)
工件熱處理碳氮共滲淬火,磨削裂紋出現(xiàn)與磨削進(jìn)給速度、磨削進(jìn)給量、砂輪粒數(shù)、冷卻方式、殘留奧氏體量及馬氏體形態(tài)等條件有關(guān)。
工件熱處理碳氮共滲淬火,磨削裂紋出現(xiàn)與磨削進(jìn)給速度、磨削進(jìn)給量、砂輪粒數(shù)、冷卻方式、殘留奧氏體量及馬氏體形態(tài)等條件有關(guān)。
來(lái)源:《金屬加工(熱加工)》雜志