



溶膠站主軸磨損維修及改進措施
2019-01-04彭濤
(人福普克藥業(yè)(武漢)有限公司)
(人福普克藥業(yè)(武漢)有限公司)
摘 要:針對GMT-600型液壓升降式明膠配制罐在生產(chǎn)中出現(xiàn)的主軸傳動軸承破損、主軸軸承位短期性磨損等故障,通過分析在操作、維修該設備時所發(fā)現(xiàn)的問題,提出了維修方案及改進措施。
關鍵詞:膠液配制;主軸磨損;攪拌槳;維修;改進
0 引言
我公司在2012年從韓國CHANG SUNG SOFTGEL SYSTEM LTD.引進了兩臺GMT-600型液壓升降式明膠配制罐,用于軟膠囊生產(chǎn)用明膠液配制。但是,使用一段時間后,該設備發(fā)生了主軸傳動軸承破損、主軸軸承位短期性磨損等故障。本文將對此問題進行分析,并提出相應的維修方案與改進措施。
1 設備介紹
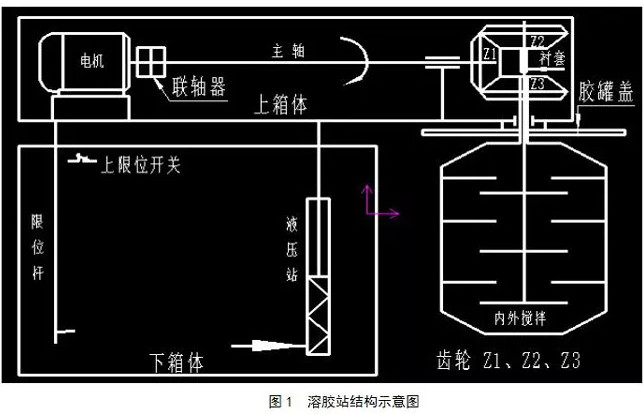
GMT-600型液壓升降式明膠配制罐的溶膠站主軸,一端依靠鏈輪式聯(lián)軸器與電機軸相連,另一端通過軸承座支撐,靠近軸承座的輸出端是一個模數(shù)為3、齒數(shù)為20的圓弧齒輪Z1,齒輪Z1把動力傳遞給模數(shù)為3、齒數(shù)為30的上下兩個圓弧齒輪Z2、齒輪Z3,圓弧齒輪Z2通過內(nèi)軸(實心)把動力傳遞給中心攪拌槳,圓弧齒輪Z3通過外軸(空心)把動力傳遞給框式攪拌槳。
圖1是該設備溶膠站結構示意圖。兩根攪拌槳的軸同心,實心內(nèi)軸被包在空心外軸之中。啟動設備,在齒輪系的傳動下,溶膠罐內(nèi)的框式攪拌槳正轉、中心攪拌槳反轉,在生產(chǎn)工藝條件下,把罐內(nèi)的明膠混合物配制成合格的流體狀明膠液。
關鍵詞:膠液配制;主軸磨損;攪拌槳;維修;改進
0 引言
我公司在2012年從韓國CHANG SUNG SOFTGEL SYSTEM LTD.引進了兩臺GMT-600型液壓升降式明膠配制罐,用于軟膠囊生產(chǎn)用明膠液配制。但是,使用一段時間后,該設備發(fā)生了主軸傳動軸承破損、主軸軸承位短期性磨損等故障。本文將對此問題進行分析,并提出相應的維修方案與改進措施。
1 設備介紹
GMT-600型液壓升降式明膠配制罐的溶膠站主軸,一端依靠鏈輪式聯(lián)軸器與電機軸相連,另一端通過軸承座支撐,靠近軸承座的輸出端是一個模數(shù)為3、齒數(shù)為20的圓弧齒輪Z1,齒輪Z1把動力傳遞給模數(shù)為3、齒數(shù)為30的上下兩個圓弧齒輪Z2、齒輪Z3,圓弧齒輪Z2通過內(nèi)軸(實心)把動力傳遞給中心攪拌槳,圓弧齒輪Z3通過外軸(空心)把動力傳遞給框式攪拌槳。
圖1是該設備溶膠站結構示意圖。兩根攪拌槳的軸同心,實心內(nèi)軸被包在空心外軸之中。啟動設備,在齒輪系的傳動下,溶膠罐內(nèi)的框式攪拌槳正轉、中心攪拌槳反轉,在生產(chǎn)工藝條件下,把罐內(nèi)的明膠混合物配制成合格的流體狀明膠液。
2 故障描述
GMT-01、GMT-02溶膠站的主軸在靠近齒輪端部分出現(xiàn)了嚴重磨損,該處軸承破損,軸卡也不見蹤跡。此現(xiàn)象說明,主軸在該處所承受的負荷嚴重不均勻,其中一邊承受的負荷遠大于該軸承的載荷能力,長期超重負荷運轉,將軸卡磨盡,使軸承損壞,失效的軸承不能正常運轉,主軸的軸承位處也磨出了一個溝槽。同時,GMT-02溶膠站的傳動齒輪系還有輕微損傷。齒輪系在設備生產(chǎn)運行時,經(jīng)常會聽到明顯的沖擊性噪音。
3 原因分析
筆者在生產(chǎn)操作、維修時通過觀察與分析該設備發(fā)現(xiàn),造成主軸負荷嚴重不均勻的原因如下:
3.1 齒輪裝配時中心線沒對齊,導致齒輪嚙合不到位
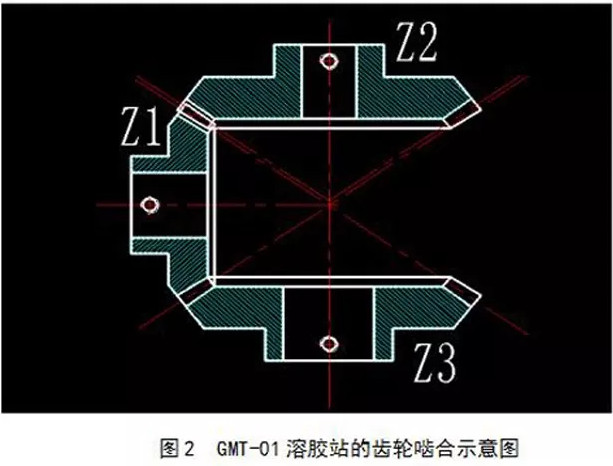
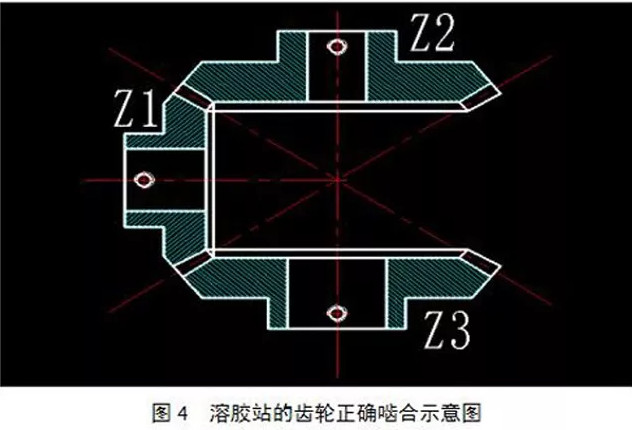
該設備自2012年購入投產(chǎn)后,已經(jīng)更換設備主軸兩次。在2016年12月的設備維修時發(fā)現(xiàn):電機軸和主軸上的聯(lián)軸器靠背輪存在著高度差,不在同一水平線上,齒輪Z1、齒輪Z2、齒輪Z3嚙合不到位。其中:(1)GMT-01溶膠站的齒輪Z1與齒輪Z2齒根在垂直方向基本重合,但齒輪Z1的齒頂與齒輪Z2的齒根有明顯的錯開間隙,而齒輪Z2相對齒輪Z1明顯上移,如圖2所示,用手摸齒輪Z1與齒輪Z3齒根基本重合無間隙,齒輪Z1與齒輪Z3嚙合正常。(2)GMT-02溶膠站的齒輪Z1中心線雖處于齒輪Z2與齒輪Z3的中點位置,但齒輪Z1整體向左偏移(偏向軸承端),即傳動時齒輪Z1的齒頂與齒輪Z2、齒輪Z3齒根嚙合,導致該齒輪系沒有正確嚙合,使齒輪系有一定程度的磨損,如圖3所示。而溶膠站的齒輪系正確嚙合應如圖4所示。
GMT-01、GMT-02溶膠站的主軸在靠近齒輪端部分出現(xiàn)了嚴重磨損,該處軸承破損,軸卡也不見蹤跡。此現(xiàn)象說明,主軸在該處所承受的負荷嚴重不均勻,其中一邊承受的負荷遠大于該軸承的載荷能力,長期超重負荷運轉,將軸卡磨盡,使軸承損壞,失效的軸承不能正常運轉,主軸的軸承位處也磨出了一個溝槽。同時,GMT-02溶膠站的傳動齒輪系還有輕微損傷。齒輪系在設備生產(chǎn)運行時,經(jīng)常會聽到明顯的沖擊性噪音。
3 原因分析
筆者在生產(chǎn)操作、維修時通過觀察與分析該設備發(fā)現(xiàn),造成主軸負荷嚴重不均勻的原因如下:
3.1 齒輪裝配時中心線沒對齊,導致齒輪嚙合不到位
該設備自2012年購入投產(chǎn)后,已經(jīng)更換設備主軸兩次。在2016年12月的設備維修時發(fā)現(xiàn):電機軸和主軸上的聯(lián)軸器靠背輪存在著高度差,不在同一水平線上,齒輪Z1、齒輪Z2、齒輪Z3嚙合不到位。其中:(1)GMT-01溶膠站的齒輪Z1與齒輪Z2齒根在垂直方向基本重合,但齒輪Z1的齒頂與齒輪Z2的齒根有明顯的錯開間隙,而齒輪Z2相對齒輪Z1明顯上移,如圖2所示,用手摸齒輪Z1與齒輪Z3齒根基本重合無間隙,齒輪Z1與齒輪Z3嚙合正常。(2)GMT-02溶膠站的齒輪Z1中心線雖處于齒輪Z2與齒輪Z3的中點位置,但齒輪Z1整體向左偏移(偏向軸承端),即傳動時齒輪Z1的齒頂與齒輪Z2、齒輪Z3齒根嚙合,導致該齒輪系沒有正確嚙合,使齒輪系有一定程度的磨損,如圖3所示。而溶膠站的齒輪系正確嚙合應如圖4所示。

3.2 齒輪系箱體與設備沒有固定好
該設備用四個M16長螺栓,從上而下穿過齒輪系箱體與上箱體,并延伸進入到膠罐蓋中。但是,螺栓上有與膠罐蓋鎖緊的螺母,卻沒有把齒輪系箱體與上箱體鎖緊在一起的螺母。在一次維修時,制造商在兩個螺栓上各增加了一個螺母用于鎖緊齒輪系箱體與上箱體。按理螺栓上有鎖緊螺母,應該能鎖緊齒輪系箱體與上箱體,但是裝配人員沒有把鎖緊螺母鎖在正確的位置,設備組裝后也無人對設備的安裝進行全面復核,導致此處安裝失誤。
3.3 電器控制方面存在設計缺陷,人員操作不當
溶膠罐高度不一,高度在(151±1)cm,有的罐口變形后不平整。升降液壓站安裝有上限位開關,但沒有下限位開關。液壓站下降時,附著在液壓站上的膠罐蓋也隨之下降,當固定在溶膠站上的蓋子與移動式溶膠罐的罐口接近時,接合處會有一絲縫隙,即使沒有縫隙,有些操作人員還會一直按住控制面板上的下降按鈕,使液壓站繼續(xù)下降,直到液壓站不能繼續(xù)下降為止。由于溶膠罐下方有支撐,上箱體和膠罐蓋不再下降,攪拌軸在溶膠罐的支撐下,會基本與地面垂直,而主軸的輸入端電機,在重力作用下繼續(xù)下降,齒輪系箱體與上箱體因沒有很好地固定而被頂離上箱體,Z終導致主軸前高后低,使主軸受力不均勻,軸承承受主軸的負荷后,導致軸承及軸卡受損,主軸磨損。
4 維修及改進
4.1 加強操作培訓,增加下限位開關
加強對操作員工的培訓,確保操作員工正確操作設備。在進行液壓站下降操作時,當溶膠站上的膠罐蓋與溶膠罐口接近后,就不要使液壓站繼續(xù)下降,讓他們明白,由于膠罐蓋與溶膠罐口在使用過程中發(fā)生變形,二者接觸后有些位置有少許縫隙是正常的,當啟動真空后,在負壓的作用下,膠罐蓋與溶膠罐的上端口就能緊密接合,不會漏氣,可以正常生產(chǎn)。
為避免操作人員操作不當,可在設備上安裝下限位開關,使液壓站下降到合適的位置即自動停止,保證主軸在運行時基本保持水平。
4.2 更改GMT-01溶膠站襯套尺寸
在溶膠站齒輪安裝時,先裝齒輪Z3,再裝主軸和齒輪Z1,以齒輪Z3為基準,調(diào)整好齒輪Z1的位置,鎖緊齒輪Z1,Z后安裝齒輪Z2。
安裝GMT-01溶膠站的齒輪Z2時,發(fā)現(xiàn)齒輪Z2向上偏移,齒輪Z1使其齒頂與齒輪Z2的齒根存在著明顯的間隙,拆下齒輪Z2,取下襯套,根據(jù)間隙計算后,上車床把襯套切除0.55mm,重新安裝襯套和齒輪Z2,使GMT-01溶膠站的齒輪Z2與齒輪Z1分度線重合,以保證兩個溶膠站的齒輪系安裝都能夠達到圖4的效果。
4.3 用鋼圈替代軸卡,確保軸承位置不變
安裝好齒輪系后,用游標卡尺分別測量GMT-01、GMT-02溶膠站的齒輪Z1到齒輪端軸承的距離,根據(jù)測量的尺寸,加工內(nèi)徑45 mm、外徑55 mm的鋼圈厚度分別為10.6 mm、11.5 mm,拆下主軸和齒輪Z1,把加工好的鋼圈安裝在主軸上軸承與齒輪間,并鎖緊齒輪和鋼圈,確保軸承在主軸上位置不變,使齒輪系正常嚙合。
4.4 調(diào)整好電機、主軸與齒輪系箱體的相對位置
根據(jù)聯(lián)軸器兩個輪的高度差,墊高電機的高度,消除電機軸和主軸的聯(lián)軸器上兩個靠背輪間存在的高度差,使二者處于同一水平面,再調(diào)整電機、齒輪系箱體在上箱體中的縱向位置,使二者在同一軸線上,Z后緊固好電機、齒輪系箱體。
4.5 固定齒輪系箱體
把齒輪系箱體與上箱體、膠罐蓋連接螺栓上的螺母上移到上箱體下方,把螺母鎖緊上箱體下方,即把齒輪系箱體鎖緊在上箱體上,齒輪系箱體固定好,確保齒輪系箱體與上箱體成為一個整體。固定一體后,配料時上箱體的Z后下降高度也會受到限制,這樣能更好地保證主軸在工作時的水平度。螺栓上螺母鎖緊后,螺栓不會移動,膠罐蓋也能被固定。
5 結語
GMT-600型液壓升降式明膠配制罐經(jīng)過維修后,設備在生產(chǎn)運行時,齒輪嚙合聲音平穩(wěn),維修半年后,拆卸齒輪箱體上端蓋進行檢查,發(fā)現(xiàn)主軸、軸承狀態(tài)正常,無受損痕跡,齒輪Z1與齒輪Z2、齒輪Z3嚙合位置未變,證明改進措施切實可行,達到了預期目的。
該設備用四個M16長螺栓,從上而下穿過齒輪系箱體與上箱體,并延伸進入到膠罐蓋中。但是,螺栓上有與膠罐蓋鎖緊的螺母,卻沒有把齒輪系箱體與上箱體鎖緊在一起的螺母。在一次維修時,制造商在兩個螺栓上各增加了一個螺母用于鎖緊齒輪系箱體與上箱體。按理螺栓上有鎖緊螺母,應該能鎖緊齒輪系箱體與上箱體,但是裝配人員沒有把鎖緊螺母鎖在正確的位置,設備組裝后也無人對設備的安裝進行全面復核,導致此處安裝失誤。
3.3 電器控制方面存在設計缺陷,人員操作不當
溶膠罐高度不一,高度在(151±1)cm,有的罐口變形后不平整。升降液壓站安裝有上限位開關,但沒有下限位開關。液壓站下降時,附著在液壓站上的膠罐蓋也隨之下降,當固定在溶膠站上的蓋子與移動式溶膠罐的罐口接近時,接合處會有一絲縫隙,即使沒有縫隙,有些操作人員還會一直按住控制面板上的下降按鈕,使液壓站繼續(xù)下降,直到液壓站不能繼續(xù)下降為止。由于溶膠罐下方有支撐,上箱體和膠罐蓋不再下降,攪拌軸在溶膠罐的支撐下,會基本與地面垂直,而主軸的輸入端電機,在重力作用下繼續(xù)下降,齒輪系箱體與上箱體因沒有很好地固定而被頂離上箱體,Z終導致主軸前高后低,使主軸受力不均勻,軸承承受主軸的負荷后,導致軸承及軸卡受損,主軸磨損。
4 維修及改進
4.1 加強操作培訓,增加下限位開關
加強對操作員工的培訓,確保操作員工正確操作設備。在進行液壓站下降操作時,當溶膠站上的膠罐蓋與溶膠罐口接近后,就不要使液壓站繼續(xù)下降,讓他們明白,由于膠罐蓋與溶膠罐口在使用過程中發(fā)生變形,二者接觸后有些位置有少許縫隙是正常的,當啟動真空后,在負壓的作用下,膠罐蓋與溶膠罐的上端口就能緊密接合,不會漏氣,可以正常生產(chǎn)。
為避免操作人員操作不當,可在設備上安裝下限位開關,使液壓站下降到合適的位置即自動停止,保證主軸在運行時基本保持水平。
4.2 更改GMT-01溶膠站襯套尺寸
在溶膠站齒輪安裝時,先裝齒輪Z3,再裝主軸和齒輪Z1,以齒輪Z3為基準,調(diào)整好齒輪Z1的位置,鎖緊齒輪Z1,Z后安裝齒輪Z2。
安裝GMT-01溶膠站的齒輪Z2時,發(fā)現(xiàn)齒輪Z2向上偏移,齒輪Z1使其齒頂與齒輪Z2的齒根存在著明顯的間隙,拆下齒輪Z2,取下襯套,根據(jù)間隙計算后,上車床把襯套切除0.55mm,重新安裝襯套和齒輪Z2,使GMT-01溶膠站的齒輪Z2與齒輪Z1分度線重合,以保證兩個溶膠站的齒輪系安裝都能夠達到圖4的效果。
4.3 用鋼圈替代軸卡,確保軸承位置不變
安裝好齒輪系后,用游標卡尺分別測量GMT-01、GMT-02溶膠站的齒輪Z1到齒輪端軸承的距離,根據(jù)測量的尺寸,加工內(nèi)徑45 mm、外徑55 mm的鋼圈厚度分別為10.6 mm、11.5 mm,拆下主軸和齒輪Z1,把加工好的鋼圈安裝在主軸上軸承與齒輪間,并鎖緊齒輪和鋼圈,確保軸承在主軸上位置不變,使齒輪系正常嚙合。
4.4 調(diào)整好電機、主軸與齒輪系箱體的相對位置
根據(jù)聯(lián)軸器兩個輪的高度差,墊高電機的高度,消除電機軸和主軸的聯(lián)軸器上兩個靠背輪間存在的高度差,使二者處于同一水平面,再調(diào)整電機、齒輪系箱體在上箱體中的縱向位置,使二者在同一軸線上,Z后緊固好電機、齒輪系箱體。
4.5 固定齒輪系箱體
把齒輪系箱體與上箱體、膠罐蓋連接螺栓上的螺母上移到上箱體下方,把螺母鎖緊上箱體下方,即把齒輪系箱體鎖緊在上箱體上,齒輪系箱體固定好,確保齒輪系箱體與上箱體成為一個整體。固定一體后,配料時上箱體的Z后下降高度也會受到限制,這樣能更好地保證主軸在工作時的水平度。螺栓上螺母鎖緊后,螺栓不會移動,膠罐蓋也能被固定。
5 結語
GMT-600型液壓升降式明膠配制罐經(jīng)過維修后,設備在生產(chǎn)運行時,齒輪嚙合聲音平穩(wěn),維修半年后,拆卸齒輪箱體上端蓋進行檢查,發(fā)現(xiàn)主軸、軸承狀態(tài)正常,無受損痕跡,齒輪Z1與齒輪Z2、齒輪Z3嚙合位置未變,證明改進措施切實可行,達到了預期目的。
來源:《機電信息》2017年20期