



軸承鋼盤條冷鐓套圈開裂原因分析及改進(jìn)措施
2020-08-24肖訓(xùn)軍
(南京鋼鐵有限公司)
(南京鋼鐵有限公司)
前言
某用戶使用南鋼18mm規(guī)格某批次軸承鋼盤條GCr15-Y,中間經(jīng)輥底式連續(xù)爐退火,連續(xù)退火爐為氮?dú)獗Wo(hù)真空鎖氣輥底式球化退火爐。
球化退火工藝流程為:來(lái)料檢驗(yàn)→裝框上進(jìn)料臺(tái)→進(jìn)前真空室(抽空氣充氮?dú)猓?rarr;由真空室進(jìn)入預(yù)熱區(qū)、升溫區(qū)、保溫區(qū)、快冷區(qū)、等溫區(qū)、緩冷區(qū)、自由冷區(qū)(熱裝爐升溫到795℃,保溫7h,快速冷卻到720℃,保溫5h,以20℃/h冷卻速度降至650℃出爐)→進(jìn)入冷水倉(cāng)→進(jìn)后真空室→出料臺(tái)。
退火料經(jīng)過(guò)原料檢驗(yàn)→酸洗→磷皂化→輕拉一道30絲→下料冷鐓成毛坯套圈,肉眼可見套圈端面存在開裂現(xiàn)象,開裂比例在10%~15%之間,開裂位置不連續(xù),裂縫位置沿盤條徑向垂直于軋制延伸方向,如圖1所示。
圖一
用戶反饋球化退火、拉絲、冷鐓工藝正常,只有本批次軸承鋼盤條冷鐓套圈開裂比例超出10%,與原始盤條關(guān)系較大。
盤條生產(chǎn)工藝為:坯料拋丸、點(diǎn)磨處理→步進(jìn)式加熱爐加熱(預(yù)熱段700~750℃、加熱一段930~960℃、加熱二段1130~1160℃、均熱段1200~1240℃,加熱二段和均熱段高溫段時(shí)間60~100min。)→高壓水除鱗→粗軋→中軋→預(yù)精軋→一區(qū)水冷→精軋→二區(qū)水冷→減定徑→三區(qū)水冷→吐絲→斯泰爾摩風(fēng)冷→集卷→精整→打捆→稱重→入庫(kù)。
1 開裂套圈樣品分析
從開裂套圈樣品中隨機(jī)取4個(gè)樣,其中2個(gè)套圈用作高、低倍檢驗(yàn)和硬度分析,另外2個(gè)套圈用作碳化物不均勻性及斷口檢驗(yàn)、晶粒度分析。
1.1宏觀檢查
從套圈開裂樣品中隨機(jī)挑選1個(gè),在體視顯微鏡下觀察,套圈開裂宏觀形貌如圖2所示。
1 開裂套圈樣品分析
從開裂套圈樣品中隨機(jī)取4個(gè)樣,其中2個(gè)套圈用作高、低倍檢驗(yàn)和硬度分析,另外2個(gè)套圈用作碳化物不均勻性及斷口檢驗(yàn)、晶粒度分析。
1.1宏觀檢查
從套圈開裂樣品中隨機(jī)挑選1個(gè),在體視顯微鏡下觀察,套圈開裂宏觀形貌如圖2所示。
圖二
1.2低倍檢驗(yàn)
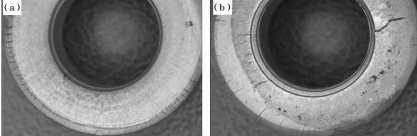
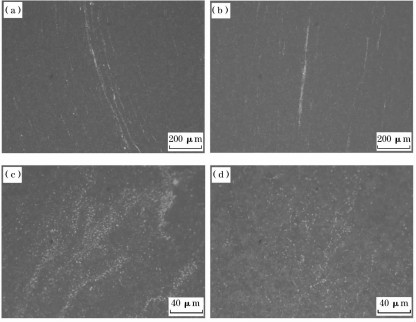
將其中一個(gè)套圈在熱鹽酸(濃度31%,溫度70~80℃)中浸蝕8~10min后取出,宏觀檢查,發(fā)現(xiàn)套圈的正反兩端面均存在多條裂紋正面如圖3a所示,反面如圖3b所示。
將其中一個(gè)套圈在熱鹽酸(濃度31%,溫度70~80℃)中浸蝕8~10min后取出,宏觀檢查,發(fā)現(xiàn)套圈的正反兩端面均存在多條裂紋正面如圖3a所示,反面如圖3b所示。
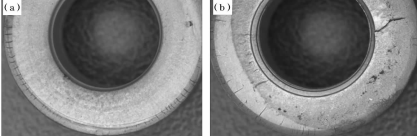
圖三
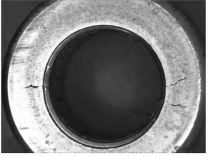
將另一個(gè)套圈試樣的一端面磨去2~3mm,并沿縱截面切除一部分,在熱鹽酸(濃度31%,溫度70~80℃)中浸蝕8~10分鐘后取出,按國(guó)標(biāo)/GBT18254評(píng)定中心疏松和一般疏松均為1.0級(jí),未見縮孔缺陷存在,形貌如圖4所示。因此套圈端面開裂與原材料低倍組織無(wú)關(guān)。

圖四
1.3高倍檢驗(yàn)
1.3.1套圈裂紋退火態(tài)檢驗(yàn)
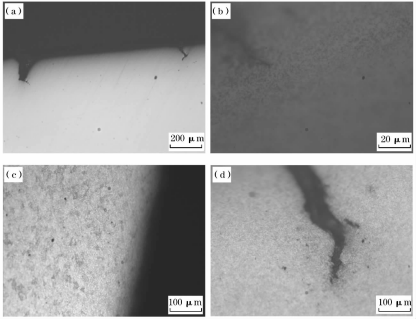
在圖2右側(cè)端面兩條裂紋處取樣經(jīng)打磨制備后,顯微鏡下觀察縱截面,開裂的裂紋內(nèi)及周圍均未見夾雜物、氧化物存在,腐蝕后觀察,裂紋兩側(cè)與基體顯微組織一致,為鐵素體基體上分布著球粒狀珠光體,試樣邊緣與裂紋處均未見脫碳現(xiàn)象,如圖5所示裂紋對(duì)面端面取樣制備后觀察,橫截面上的裂紋兩側(cè)與基體顯微組織一致,為鐵素體基體上分布著球粒狀珠光體,如圖5所示。
1.3.1套圈裂紋退火態(tài)檢驗(yàn)
在圖2右側(cè)端面兩條裂紋處取樣經(jīng)打磨制備后,顯微鏡下觀察縱截面,開裂的裂紋內(nèi)及周圍均未見夾雜物、氧化物存在,腐蝕后觀察,裂紋兩側(cè)與基體顯微組織一致,為鐵素體基體上分布著球粒狀珠光體,試樣邊緣與裂紋處均未見脫碳現(xiàn)象,如圖5所示裂紋對(duì)面端面取樣制備后觀察,橫截面上的裂紋兩側(cè)與基體顯微組織一致,為鐵素體基體上分布著球粒狀珠光體,如圖5所示。
圖五
1.3.2碳化物不均勻檢驗(yàn)
將一套圈經(jīng)淬回火處理后,在顯微鏡下檢驗(yàn)縱截面碳化物不均勻性,發(fā)現(xiàn)帶狀、網(wǎng)狀形貌如圖6所示,按國(guó)標(biāo)GB/T18254評(píng)定為帶狀級(jí),網(wǎng)狀1.5級(jí),未見碳化物液析存在,滿足國(guó)標(biāo)要求。因此套圈端面開裂與原材料碳化物均勻性無(wú)關(guān)。
將一套圈經(jīng)淬回火處理后,在顯微鏡下檢驗(yàn)縱截面碳化物不均勻性,發(fā)現(xiàn)帶狀、網(wǎng)狀形貌如圖6所示,按國(guó)標(biāo)GB/T18254評(píng)定為帶狀級(jí),網(wǎng)狀1.5級(jí),未見碳化物液析存在,滿足國(guó)標(biāo)要求。因此套圈端面開裂與原材料碳化物均勻性無(wú)關(guān)。
圖六
1.4套圈布氏硬度檢驗(yàn)
沿套圈圓環(huán)方向隨機(jī)進(jìn)行布氏硬度檢測(cè),硬度較為均勻,平均硬度為290.8HB,未發(fā)現(xiàn)明顯的高點(diǎn)或低點(diǎn),檢測(cè)數(shù)據(jù)如表1所示。
沿套圈圓環(huán)方向隨機(jī)進(jìn)行布氏硬度檢測(cè),硬度較為均勻,平均硬度為290.8HB,未發(fā)現(xiàn)明顯的高點(diǎn)或低點(diǎn),檢測(cè)數(shù)據(jù)如表1所示。

1.5套圈斷口檢驗(yàn)
一套圈經(jīng)淬火處理后,一次擊斷,借助體視顯微鏡檢驗(yàn)套圈縱截面斷口組織,在宏觀斷口表面上有許多亮面,每個(gè)亮面都是一個(gè)晶粒的界面,斷裂路徑沿著不同位向的晶界延伸,為典型的沿晶脆性斷裂,形貌如圖7所示。
根據(jù)斷裂能量消耗Z小原理,裂紋的擴(kuò)展路徑總是沿著原子鍵合力Z薄弱的表面延伸,在很大程度上取決于晶界面的狀態(tài)和性質(zhì)。晶界強(qiáng)度不一定Z低,但如果金屬存在著某些冶金因素使晶界弱化(例如鋼坯出現(xiàn)過(guò)熱或過(guò)燒),則金屬將會(huì)發(fā)生沿晶脆性斷裂。
一套圈經(jīng)淬火處理后,一次擊斷,借助體視顯微鏡檢驗(yàn)套圈縱截面斷口組織,在宏觀斷口表面上有許多亮面,每個(gè)亮面都是一個(gè)晶粒的界面,斷裂路徑沿著不同位向的晶界延伸,為典型的沿晶脆性斷裂,形貌如圖7所示。
根據(jù)斷裂能量消耗Z小原理,裂紋的擴(kuò)展路徑總是沿著原子鍵合力Z薄弱的表面延伸,在很大程度上取決于晶界面的狀態(tài)和性質(zhì)。晶界強(qiáng)度不一定Z低,但如果金屬存在著某些冶金因素使晶界弱化(例如鋼坯出現(xiàn)過(guò)熱或過(guò)燒),則金屬將會(huì)發(fā)生沿晶脆性斷裂。
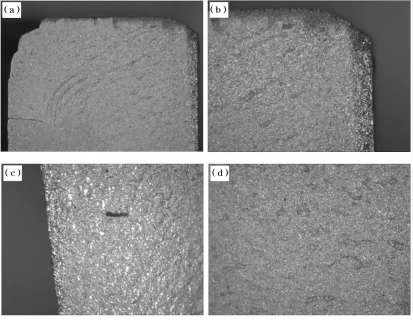
圖7
1.6套圈奧氏體晶粒度檢驗(yàn)
制備斷口縱截面試樣在顯微鏡下檢驗(yàn)晶粒度,發(fā)現(xiàn)套圈外壁晶粒度明顯比基體晶粒度要粗,形貌如圖8所示。因此推測(cè)斷口試樣與原始盤條加熱工藝即鋼坯在加熱過(guò)程中局部過(guò)熱有關(guān)。
制備斷口縱截面試樣在顯微鏡下檢驗(yàn)晶粒度,發(fā)現(xiàn)套圈外壁晶粒度明顯比基體晶粒度要粗,形貌如圖8所示。因此推測(cè)斷口試樣與原始盤條加熱工藝即鋼坯在加熱過(guò)程中局部過(guò)熱有關(guān)。

圖八
2 缺陷盤條工藝追溯及套圈用軸承鋼盤條生產(chǎn)工藝改進(jìn)
通過(guò)對(duì)開裂樣品進(jìn)行低倍、硬度、碳化物、斷口、晶粒度等進(jìn)行檢測(cè),低倍組織、碳化物均勻性、表面硬度均正常,而斷口存在過(guò)熱組織,且套圈外壁晶粒度明顯比基體晶粒度要粗,推測(cè)這與原始盤條加熱工藝即鋼坯在加熱過(guò)程中局部過(guò)熱有關(guān)。
對(duì)開裂批次盤條加熱工藝進(jìn)行追溯,軋制批號(hào)C60199901共47支坯料,在換軋?jiān)撘?guī)格時(shí)已入爐,離爐頭僅10個(gè)步距,預(yù)熱段701~715℃,加熱一段952~959℃,加熱二段1148~1156℃,滿足工藝要求,而均熱段1245~1248℃,加熱二段和均熱段高溫段時(shí)間126分鐘,超出工藝規(guī)范上限。
為迅速解決軸承鋼盤條冷鐓套圈開裂現(xiàn)象,對(duì)軸承鋼盤條加熱工藝進(jìn)行優(yōu)化:
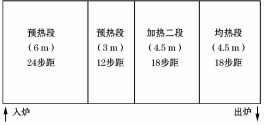
(1)對(duì)軸承鋼坯料入爐位置進(jìn)行優(yōu)化。在換輥時(shí)用于做套圈的軸承鋼坯料不允許直接進(jìn)入加熱一段,第1支坯料離爐頭出鋼位置至少48個(gè)步距,如圖9所示。當(dāng)過(guò)渡鋼種不夠時(shí),需空出足夠的步距,利用換輥時(shí)間按正常出鋼節(jié)奏走完空的步距,以防止軸承鋼坯料在爐內(nèi)加熱段長(zhǎng)時(shí)間停留而產(chǎn)生局部過(guò)熱缺陷。
通過(guò)對(duì)開裂樣品進(jìn)行低倍、硬度、碳化物、斷口、晶粒度等進(jìn)行檢測(cè),低倍組織、碳化物均勻性、表面硬度均正常,而斷口存在過(guò)熱組織,且套圈外壁晶粒度明顯比基體晶粒度要粗,推測(cè)這與原始盤條加熱工藝即鋼坯在加熱過(guò)程中局部過(guò)熱有關(guān)。
對(duì)開裂批次盤條加熱工藝進(jìn)行追溯,軋制批號(hào)C60199901共47支坯料,在換軋?jiān)撘?guī)格時(shí)已入爐,離爐頭僅10個(gè)步距,預(yù)熱段701~715℃,加熱一段952~959℃,加熱二段1148~1156℃,滿足工藝要求,而均熱段1245~1248℃,加熱二段和均熱段高溫段時(shí)間126分鐘,超出工藝規(guī)范上限。
為迅速解決軸承鋼盤條冷鐓套圈開裂現(xiàn)象,對(duì)軸承鋼盤條加熱工藝進(jìn)行優(yōu)化:
(1)對(duì)軸承鋼坯料入爐位置進(jìn)行優(yōu)化。在換輥時(shí)用于做套圈的軸承鋼坯料不允許直接進(jìn)入加熱一段,第1支坯料離爐頭出鋼位置至少48個(gè)步距,如圖9所示。當(dāng)過(guò)渡鋼種不夠時(shí),需空出足夠的步距,利用換輥時(shí)間按正常出鋼節(jié)奏走完空的步距,以防止軸承鋼坯料在爐內(nèi)加熱段長(zhǎng)時(shí)間停留而產(chǎn)生局部過(guò)熱缺陷。
圖九
(2)對(duì)軸承鋼坯料加熱時(shí)間進(jìn)行優(yōu)化,控制軸承鋼坯料在進(jìn)入加熱二段和均熱段后的高溫段停留時(shí)間不超過(guò)100min。
(3)對(duì)軸承鋼坯料加熱溫度和出鋼溫度進(jìn)行優(yōu)化,為避免軸承鋼坯料在爐內(nèi)高溫段出現(xiàn)局部過(guò)熱現(xiàn)象,嚴(yán)格控制加熱溫度,加熱段和均熱段的Z高加熱溫度不超過(guò)1220℃,除鱗后紅鋼溫度不超過(guò)1130℃。
3 工藝改進(jìn)實(shí)施效果
工藝改進(jìn)后再次生產(chǎn)供某用戶生產(chǎn)18mm規(guī)格套圈用軸承鋼盤條GCr15-Y,爐號(hào)16706548共45支坯料。換軋18mm規(guī)格時(shí)該爐號(hào)坯料只入爐24支,換輥時(shí)間為50min,換輥后生產(chǎn)過(guò)程比較順利,加熱二段和均熱段的高溫段停留時(shí)間為68min,加熱二段溫度為1135℃,均熱段溫度為1212℃,除鱗后紅鋼溫度為1122℃。
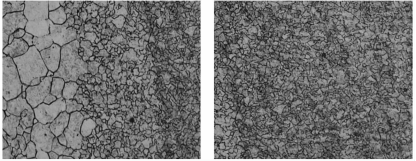
取本批次盤條樣品和以往產(chǎn)生過(guò)熱缺陷的盤條做奧氏體晶粒度對(duì)比,發(fā)現(xiàn)存在過(guò)熱缺陷的盤條邊部晶粒度明顯粗大,而本次盤條晶粒度比較均勻細(xì)小,如圖10所示。
(3)對(duì)軸承鋼坯料加熱溫度和出鋼溫度進(jìn)行優(yōu)化,為避免軸承鋼坯料在爐內(nèi)高溫段出現(xiàn)局部過(guò)熱現(xiàn)象,嚴(yán)格控制加熱溫度,加熱段和均熱段的Z高加熱溫度不超過(guò)1220℃,除鱗后紅鋼溫度不超過(guò)1130℃。
3 工藝改進(jìn)實(shí)施效果
工藝改進(jìn)后再次生產(chǎn)供某用戶生產(chǎn)18mm規(guī)格套圈用軸承鋼盤條GCr15-Y,爐號(hào)16706548共45支坯料。換軋18mm規(guī)格時(shí)該爐號(hào)坯料只入爐24支,換輥時(shí)間為50min,換輥后生產(chǎn)過(guò)程比較順利,加熱二段和均熱段的高溫段停留時(shí)間為68min,加熱二段溫度為1135℃,均熱段溫度為1212℃,除鱗后紅鋼溫度為1122℃。
取本批次盤條樣品和以往產(chǎn)生過(guò)熱缺陷的盤條做奧氏體晶粒度對(duì)比,發(fā)現(xiàn)存在過(guò)熱缺陷的盤條邊部晶粒度明顯粗大,而本次盤條晶粒度比較均勻細(xì)小,如圖10所示。
圖十
用戶使用該批盤條后未再投訴相關(guān)質(zhì)量問(wèn)題,據(jù)用戶反饋冷鐓套圈過(guò)程中開裂比例明顯下降,從10%以上下降到0.5%以內(nèi)。
4 結(jié)論
軸承鋼盤條冷鐓套圈開裂與原始盤條加熱工藝即鋼坯在加熱過(guò)程中局部過(guò)熱有關(guān),在套圈用軸承鋼盤條生產(chǎn)計(jì)劃編排時(shí)應(yīng)盡量避免軸承鋼坯料在換輥時(shí)直接進(jìn)入加熱一段,實(shí)在無(wú)法避免時(shí)應(yīng)按排過(guò)渡鋼種或空出相應(yīng)步距。
嚴(yán)格控制加熱溫度和加熱時(shí)間,鋼坯進(jìn)入加熱二段和均熱段后的高溫段停留時(shí)間不超過(guò)100min,Z高加熱溫度不超過(guò)1220℃,除鱗后紅鋼溫度不超過(guò)1130℃。
采用改進(jìn)后的工藝連續(xù)生產(chǎn)多個(gè)批次,一直未出現(xiàn)批量開裂質(zhì)量投訴。
4 結(jié)論
軸承鋼盤條冷鐓套圈開裂與原始盤條加熱工藝即鋼坯在加熱過(guò)程中局部過(guò)熱有關(guān),在套圈用軸承鋼盤條生產(chǎn)計(jì)劃編排時(shí)應(yīng)盡量避免軸承鋼坯料在換輥時(shí)直接進(jìn)入加熱一段,實(shí)在無(wú)法避免時(shí)應(yīng)按排過(guò)渡鋼種或空出相應(yīng)步距。
嚴(yán)格控制加熱溫度和加熱時(shí)間,鋼坯進(jìn)入加熱二段和均熱段后的高溫段停留時(shí)間不超過(guò)100min,Z高加熱溫度不超過(guò)1220℃,除鱗后紅鋼溫度不超過(guò)1130℃。
采用改進(jìn)后的工藝連續(xù)生產(chǎn)多個(gè)批次,一直未出現(xiàn)批量開裂質(zhì)量投訴。
來(lái)源:《金屬材料與冶金工程》2016年05期