



薄壁工件加工易變形,這套輔助工裝可有效解決,實用!
2020-11-02張強
(宜賓普什聯動科技有限公司)
薄壁工件因其壁薄,在車削加工過程中存在容易變形、工件尺寸及表面粗糙度質量差等技術問題。根據薄壁環形件的產品特點,結合車床工作性能,給出了工藝路線和加工方案,設計出了一套適合車床加工薄壁環形件的輔助工裝,解決了車床在加工薄壁件過程中的裝夾變形問題,在實際生產過程中有較大的指導意義。
1. 零件工藝分析
(1)工件基本情況。我公司加工的某型號柴油機止推軸承擋板為薄壁環形件,材料為ZCuSn10Pb1,鑄造銅合金,硬度高、耐磨性極好,不易產生咬死現象,有良好的耐腐蝕性。零件壁厚為5.9mm,貼合面的平面度為0.03mm,其形狀及尺寸如圖1所示。
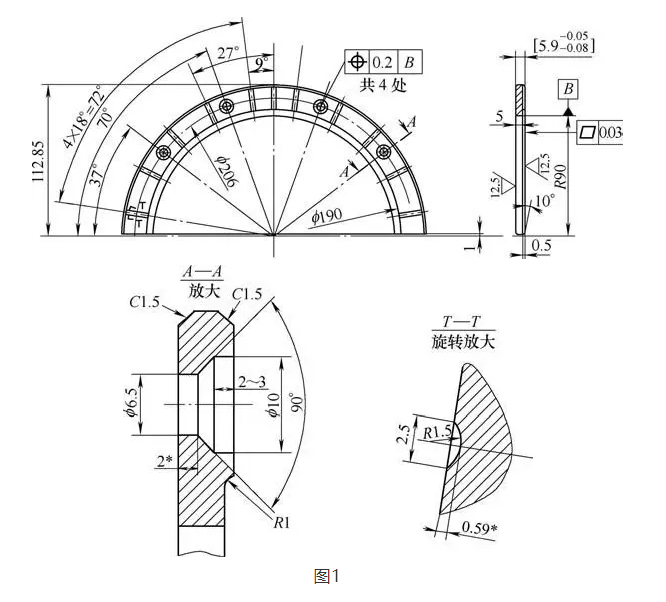
(2)主要加工難點分析。從圖1可以看出,平面度0.03mm是該工件Z主要的加工難點,該工件壁厚只有5.9mm,剛性極差,極易發生裝夾變形。為保證該工件的平面度,加工工藝路線的安排和工藝裝夾方式的確定成為該工件是否合格的關鍵。
2. 加工工藝過程設計
通過對工件結構及其加工難點的分析,制定出以下加工工藝路線:來料(環形餅狀)→粗精車內孔→平端面→使用輔助工裝粗精車外圓→ 精車總厚5.9-0.05-0.08mm→立式加工中心鉆A—A螺紋過孔→銑T—T油槽→銑半圓弧→倒角10°深0.5mm。
3. 輔助工裝設計
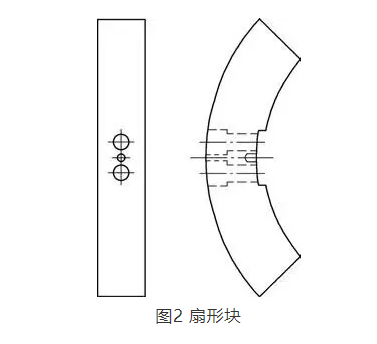
為保證總厚度5.9-0.05-0.08mm尺寸,且工件支撐面具有足夠的剛性,決定采用扇形輔助工裝進行端面切削加工,這樣可以增大零件的接觸面積,避免因為接觸面積過小造成的工件裝夾和應力變形,提高產品質量和加工效率。
工裝的設計:本輔助工裝包括3個單獨的扇形塊,通過緊固螺釘將3個扇形輔助塊固定在車床的軟爪上,再將需要加工的薄壁環形件通過內撐或外夾的方式,固定在扇形輔助裝置上,用以增大零件的接觸面積,保證零件的加工精度,Z終解決薄壁環形件加工精度不穩定的問題,如圖2、圖3所示。
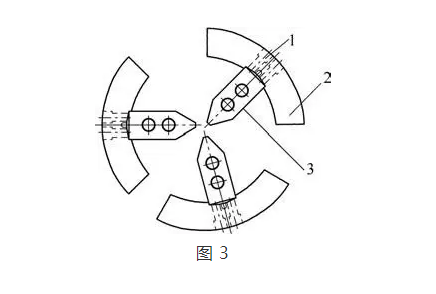
1.沉頭孔和定位銷孔;2.扇形塊;3.車床軟爪
4. 結語
通過以上輔助工裝,加工后的零件厚度尺寸和平面度均在公差范圍內,完全符合設計要求,一次交驗合格率達到了100%,有效地解決了薄壁零件在車床上加工難的問題。為同類零件的加工提供了有效的工藝借鑒手段,在實際生產過程中有較大的指導意義。該輔助工裝簡單、實用,已申請實用新型專利。
來源:《金屬加工(冷加工)》2017年第5期