



淺析南鋼帶鋼四輥軋機軸承損壞原因及改進
2020-08-13朱寶將
(南京鋼鐵股份有限公司)
摘 要:南鋼熱軋帶鋼四輥軋機軸承損壞的主要原因是它們在工作中所受的徑向及軸向載荷過大造成。工作輥與支承輥軸線的不平行引起其接觸面的軸向相對滑動,由此產生較大的軸向滑動摩擦力,軋件在軋制過程中偏離軋制中心線,造成各列軸承徑向載荷不均勻,往往會發生某一列軸承徑向載荷超載,從而導致整列軸承損壞。因此要研究四輥軋機軸承的受力分析、軋機機架的穩定性等方面,對軸承進行改型、機架進行修復提高設備精度,來提高軋機軸承壽命,減少異常損壞。(南京鋼鐵股份有限公司)
關鍵詞:四輥軋機;徑向力;軸向力;軸承失效;改進
南鋼帶鋼廠精軋四輥軋機共6架,每臺軋機工作輥軸承采用2097938四列圓錐滾子軸承,支承輥軸承采用6890250四列短圓柱軸承和1060深溝球止推軸承組合。持續對生產現場軋制規格及鋼種以及機械、液壓系統傳動穩定性跟蹤,持續對軋輥軸承壽命跟蹤統計分析,持續對每一支燒損的軸承進行解體檢查分析,發現工作輥2097938軸承損壞主要發生在靠近軋機操作側軋輥輥徑側的這一列軸承先損壞造成整列軸承損壞,支承輥6890250軸承主要是四列短圓柱軸承外圈及滾動體碎裂。
1 軋輥軸承損壞原因分析
1.1工作輥2097938軸承損壞原因分析
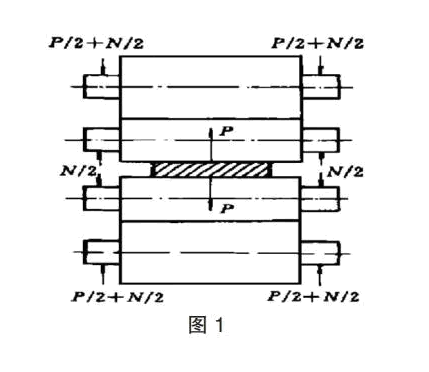
持續對每一支燒損的軸承進行解體檢查分析,結合燒損軸承壽命跟蹤統計以及軋制的鋼種及規格,以及軋機設備、液壓系統運行穩定性分析,發現工作輥2097938軸承燒損的主要發生在是軋機操作側固定端某一列軸承,而傳動側自由端軸承燒損很少發生,而且從燒損現象上看軸承潤滑良好,但是軸承外圈和保持架斷裂,部分損壞的軸承滾動體斷裂。圖1所示為四輥軋機工作輥與支承輥的受力分析簡圖,從受力情況分析來看,帶鋼產品在軋制過程中,軋件的變形抗力主要是通過工作輥向支承輥傳遞,軋制軸向力主要是軋件與工作輥間之間的摩擦力向工作輥傳遞。也就是說工作輥2097938軸承在軋制過程中受到軋制軸向力較多,而支承輥6890250軸承在軋制過程中受到軋制徑向力較多。從現場損壞的軸承解體后檢查分析與理論分析一致,當生產的帶鋼軋制力大且此時機架系統穩定性差時,軋制軸向力就會對工作輥固定端軸承影響很大,會造成工作輥軸承損壞,由此可以得出工作輥軸承損壞主要是受到較大軸向力所致。當然任何四輥軋機在軋制過程中都會產生軋制軸向力,南鋼帶鋼廠軋機機架1996年投產以來使用年限較長,機架工作輥窗口與支承輥窗口形位公差偏差較大,機架窗口中心與軋輥軸線不平行度較大,存在較大的交叉角,在軋制過程中必然會產生較大的軸向力。
1.2支承輥輥軸承損壞原因分析
如前面的軋輥受力分析可知,支承輥主要承受軋制時的徑向力,由于南鋼帶鋼廠機架牌坊尺寸受限,支承輥軸承選型為6890250四列短圓柱軸承,軸承損壞現象基本上為滾動體碎裂及軸承外圈跑道駁落。從損壞現象上可以分析得出支承輥軸承損壞的原因只要為過載疲勞損壞。
2 減少軋輥軸承損壞改進措施
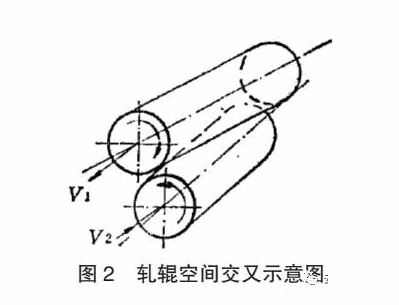
軋輥在裝入機架內后,由于機架窗口形位公差控制不當、工作輥及支承輥軸承座磨損、軋輥磨削精度低、軋機底板里外側偏差大,軋制中心線偏移過大,里外側軋輥輥縫調整不一致,這些均會造成軋輥軸線空間交叉。如圖2所示。
針對南鋼帶鋼廠現狀,為減少四輥軋機軸承異常損壞,需采取以下改進措施:
(1)從提高機架穩定性入手:一方面日常檢修時安排專人對6臺機架有計劃性的檢測機架牌坊窗口尺寸,發現窗口尺寸偏差在0.8mm以上的,須更換軋機襯板來控制窗口尺寸,年修時對軋機機架牌坊進行大修提高