



新型機封軸套加工方法
2020-02-26任立斌
(石家莊強大泵業集團有限責任公司)
隨著社會經濟的發展以及用戶對安全、環保等意識的提高,機械密封在泵類產品領域的應用越來越廣泛,而且用戶對機械密封產品的質量、使用性能的要求也愈來愈高。
為此,我公司開發、研制了集裝式機械密封,其特點是:產品在出廠前均已經過調試,不需要用戶做任何調整,即可直接裝配使用,從而使集裝式機械密封具有良好的應用前景。
但是,由于集裝式機械密封受裝配尺寸的限制,結構變得緊湊、復雜,對加工精度的要求非常高,為保證零件的結構強度和加工性能以及使用介質的要求,機械密封的零件90%以上均采用耐腐蝕不銹鋼材質,因此也給機械加工帶來了一定的困難。
一、零件分析
軸套作為機械密封的關鍵部件之一,兼具傳動和安裝動摩擦環的作用,其質量狀態將直接影響動、靜摩擦副能否滿足機械密封的高頻浮動補償要求,因此,其加工質量的好壞以及加工精度的高低將直接影響機械密封的裝配質量和使用壽命,進而影響整個產品的推廣和使用。其零件圖樣如圖1所示。

圖1 軸套
二、加工難點分析
鑒于該件在機械密封中的關鍵作用,其加工精度要求較高,同時受自身結構的限制,具有以下加工難點。
該件為316L不銹鋼材質,其特點是:①材質塑性高、韌性大,切屑不易折斷。②切屑粘附力強,切削過程中易產生切屑瘤,影響加工表面的質量。③材質的導熱率低,切削熱容易積聚在車刀前刀面上,引起刀刃過熱而迅速磨損。
外圓尺寸和內孔具有0.04mm的同軸度要求。
動環槽內止口和內孔有0.04mm的同軸度要求,槽止口底面的端面與內孔有0.03mm的垂直度要求。
動環安裝槽要求表面粗糙度值達到Ra=1.6μm。
端面內止口沒有合適的加工刀具。
由于結構限制,裝夾面積較小,夾左端外圓易引起端面內止口變形,而且右端內、外形加工精度不易控制,易造成內孔帶錐度。如果夾右端外圓,易使內孔出現車削中常見的三角孔現象。
三、加工方法
通過以上分析,針對軸套的特點,采用以下方法來解決加工難題:
1、裝夾方法
采用自制扇形加長軟三爪自定心卡盤夾軸套內孔空檔對應的外圓處,增大了夾具與工件的接觸面積,解決了內孔在加工過程中出現的三角孔問題,同時也增大了夾緊力。
2、刀具的選擇
根據不銹鋼的特性和我公司現狀,決定自己動手制作切削刀具。選用YG8車刀加工內孔和外圓。刀具角度選用較大的前角和后角(見圖2),開圓弧形分屑槽,減小切屑變形,同時選擇合理的主偏角,使切屑沿著車刀刀桿向外排出,這樣切屑就不會留存在內孔中而劃傷加工表面。
較大的主偏角和大前角加大了刀具強度和散熱面積,有利于切削熱的散發,減少了刀具磨損。自制的加長挖槽刀加工端面內止口尺寸如圖3所示。

圖2 內孔刀具角度
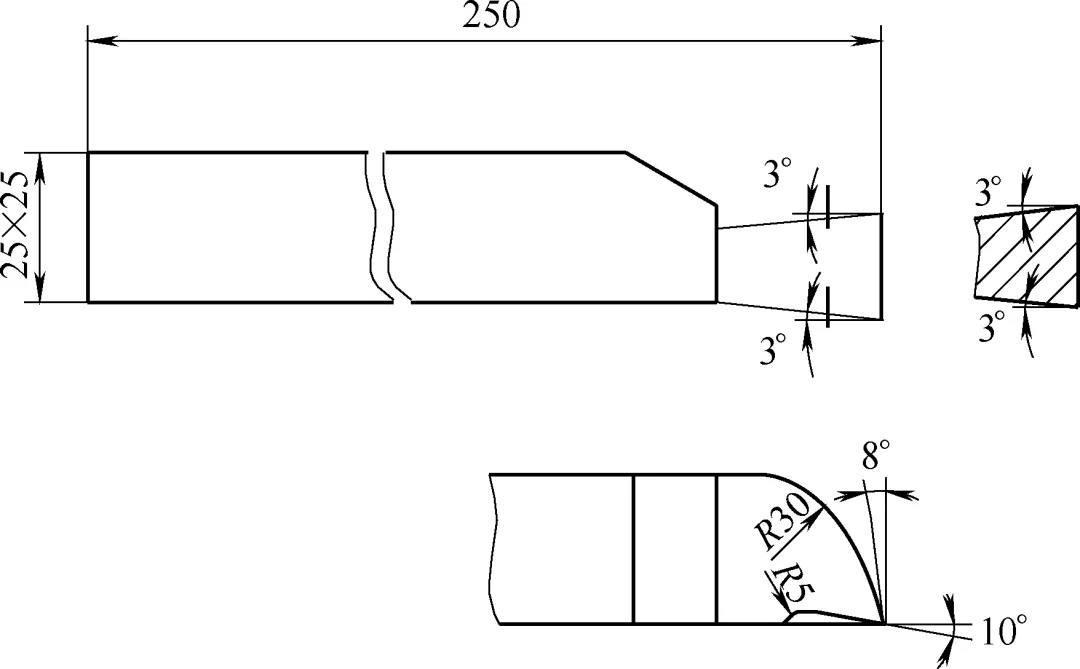
圖3 挖槽刀具
3、切削參數選擇
粗車時轉速n=160r/min,進給量f=0.27~0.81mm/r,切削深度ap=3~5mm;精車時轉速n=250r/min,進給量f=0.1mm/r ,切削深度ap=0.1mm。
四、工藝選擇
粗車右端面和外圓以及內孔。留余量1~2mm。
粗車大外圓和左端面。留余量1~2mm。
隨機車校扇形軟三爪自定心卡盤夾大外圓,夾緊力適中,半精車內孔、外圓各尺寸以及端面、止口。留余量0.2~0.3mm。然后適當松爪,精車內孔、外圓和端面、止口至圖樣要求。
調頭,隨機車校加長扇形軟三爪自定心卡盤,夾軸套中部非關鍵部位,精車大外圓和左端面及內孔槽至要求。
五、工藝分析
加工時分粗、精車工序有助提高加工效率,適于批量生產。
半精加工和精加工時,車校扇形軟三爪自定心卡盤夾大外圓,精加工時適當松爪,以釋放半精加工過程中產生的應力,此次裝夾用外圓和左端面定位,一次裝夾,加工成右端外圓全部尺寸、內孔和端面槽尺寸,既保證了相對位置度精度,又保證了裝夾的可靠性和加工系統的剛性;同時加長扇形軟三爪自定心卡盤夾軸中間部位,有以下作用:
①加大夾緊面積,防止內孔變形。
②避免夾傷工件外形關鍵部位,保證了較好的外觀質量。
③一次裝夾,保證各加工面的位置精度。
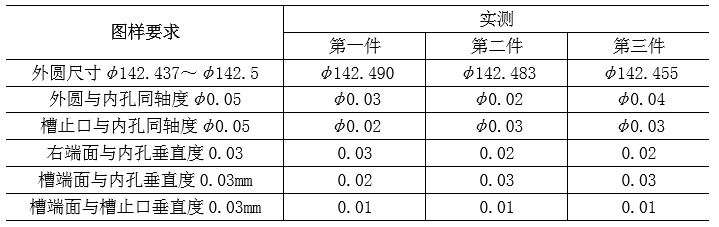
六、檢測結果
對工件進行檢測,結果如附表所示。
檢測結果(單位:mm)
來源:《金屬加工(冷加工)》2018年