



在隧道內修復盾構螺旋輸送機斷軸的方法
2019-12-24李旭輝 曹金輝
(中鐵七局集團西鐵工程公司)
螺旋輸送機是土壓平衡盾構機排土和建立土壓平衡的主要設備,安裝于盾構掘進機前體底部和管片拼裝機之間,其中線從前向后上揚一定角度。螺旋輸送機工作時,伸入前體土倉內的螺旋軸和螺旋葉片在液壓馬達驅動下旋轉,土倉內的渣土在螺旋軸、螺旋葉片的共同作用下,沿螺旋輸送機機殼輸送、提升至出土口處排出。(中鐵七局集團西鐵工程公司)
1.故障情況
1臺土壓平衡盾構機在盾構施工中,其螺旋輸送機出現螺旋軸轉速快、扭矩小、土壓壓力高故障,同時出現盾構機刀盤扭矩增大、排土口不出土故障。我們隨即對上述故障進行排查,當排查至螺旋輸送機前部觀察孔時,發現螺旋輸送機螺旋軸前部斷裂,斷裂位置距離螺旋軸前端約1.2m。該土壓平衡盾構機螺旋輸送機如圖1所示。

(1)結構
該螺旋輸送機為中心軸螺旋桿式結構,由圓筒狀機殼、中心軸式螺旋軸和螺旋葉片3部分組成,適用于輸送砂土,具有較好的抵抗土壓能力,目前土壓平衡盾構機大都采用這種螺旋輸送機。
(2)功能
該螺旋輸送機具有以下3個功能:一是將刀盤切削下的渣土從有壓力的密封土倉內排出;二是渣土在螺旋輸送機內輸送過程中形成土塞,使土倉內的壓力沿螺旋輸送機衰減,以保持土倉內壓力的穩定;三是通過調整螺旋輸送機轉速改變排土量,調節土倉內渣土的壓力值,使土倉內的渣土壓力與掘進面的土壓力保持動態平衡。
3.修復方法
(1)修前準備
將螺旋輸送機前部液壓及電氣管線斷開并固定牢固后將倉門關閉,清理出維修作業空間;在螺旋軸斷裂位置的機殼左、右兩側各開1個尺寸為400mm×400mm臨時作業窗口;清理機殼內的泥土,直到清理至螺旋軸斷裂處。
(2)初步定位
將螺旋軸往前伸出,使斷裂部位露出,用臨時固定鋼板將2段斷裂的螺旋軸點焊連接后,縮回至臨時作業窗口位置,以方便焊接。
緩慢轉動螺旋軸,使斷裂面轉至方便焊接位置后停止;用鋼板墊調整螺旋葉片與機殼內徑的間隙,使螺旋軸處于機殼內徑中心位置后,點焊鋼板墊定位。
切除螺旋軸斷裂處臨時固定鋼板使斷軸分離,并通過螺旋軸轉動及伸縮,使2段斷軸的斷裂面吻合。吻合后調整2段斷軸的同軸度,以滿足技術要求。
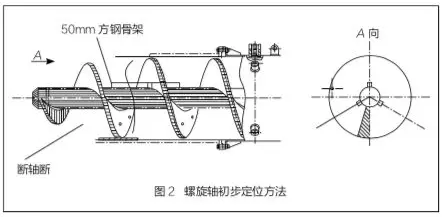
使用鋼條在螺旋軸斷裂處做3道標記,在斷軸上用邊長為50mm的方鋼焊接3道骨架,方鋼長度超出螺旋軸斷口100mm即可。螺旋軸初步定位方法如圖2所示。

將2段斷軸分離,清理斷裂位置的耐磨層及焊縫位置,清理螺旋葉片的焊接坡口,并在螺旋軸斷裂位置做出焊接坡口(坡口角度為30°、深度為80mm)。
(4)Z終定位
按照螺旋軸斷裂處的3道標記重新定位,并再次檢驗2段斷軸的同軸度,若不符合技術要求應進行調整,確保定位后螺旋葉片與機殼內徑上、下、左、右間隙一致。
(5)對接焊
使用割槍對焊接部位預熱至200°C左右;由2名焊工使用型號為ER50-6的焊絲,在機殼兩側臨時作業窗口同時對稱進行焊接,以防止螺旋軸產生熱應力變形;焊接后自然冷卻。
(6)試機
檢查螺旋軸焊接后的同軸度,去掉螺旋軸定位鋼板及墊片,確認無誤后試機。試機時螺旋輸送機先進行慢速正向旋轉,然后逐步加速至Z大轉速,觀察螺旋輸送機工作情況。按上述步驟檢查螺旋輸送機反轉情況,檢查螺旋輸送機伸縮情況及前部閘門工作情況。試機時對照出廠標準值進行檢驗。螺旋輸送機檢驗項目及出廠標準值如附表所示。
(7)其他工作
經試機無誤后,對所有焊縫進行處理:在螺旋葉片焊縫兩側各焊接3道30mm鋼板條,以提高螺旋葉片的強度;焊接螺旋軸上的3道定位骨架,以加強螺旋軸斷裂部位強度;封閉機殼上的2個臨時作業窗口,并恢復觀察口蓋板。
至此完成螺旋輸送機螺旋軸斷裂部位的修復工作。螺旋軸修復后,該土壓平衡盾構機試施工時故障消失,隨后正式投入盾構施工。
本文選自《工程機械與維修》雜志2016年期