



航空器磁粉檢測(cè)方法
2019-12-17一、磁粉檢測(cè)方法主要優(yōu)缺點(diǎn):
磁粉檢測(cè)主要優(yōu)點(diǎn)有:工件缺陷裂痕顯示直接明顯;較高的檢測(cè)靈敏度,可以檢測(cè)出工件細(xì)小的裂紋;檢測(cè)不受工件大小形狀的限制;成本低廉。
但是磁粉檢測(cè)也有相應(yīng)的一些缺陷:只適用于鐵磁性材料;磁化后還需要進(jìn)行退處理;采用直接通電進(jìn)行檢測(cè)容易燒蝕工件、需要操作者謹(jǐn)慎操作。
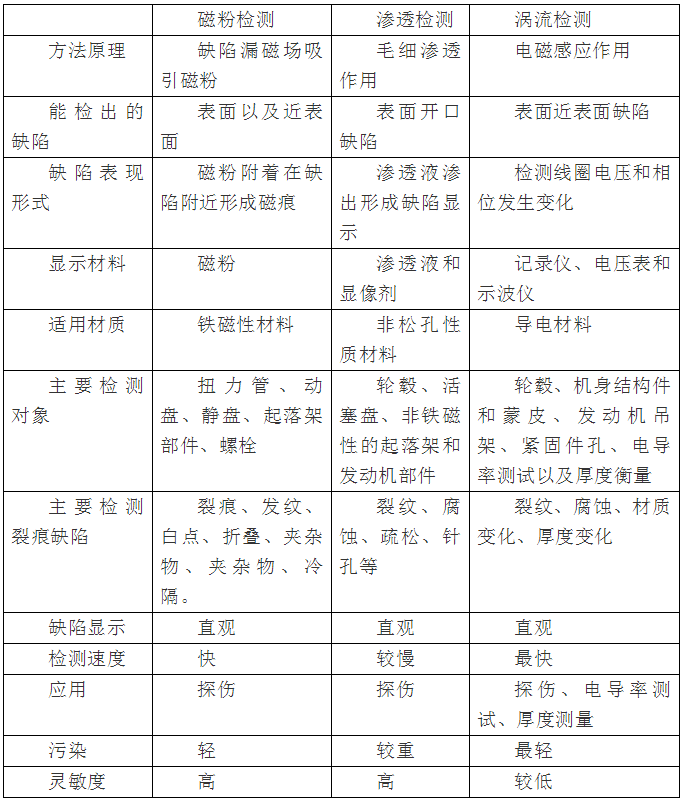
磁粉檢測(cè)與其他通用檢測(cè)方法的優(yōu)缺點(diǎn)對(duì)比如下:
現(xiàn)在航空磁粉檢測(cè)采用的基本車間內(nèi)濕法臥式磁粉探傷的方式對(duì)工件進(jìn)行無損檢測(cè)(一般飛機(jī)以及飛機(jī)部件手冊(cè)是不允許采用在位磁粉檢測(cè)),實(shí)施磁粉檢測(cè)需要擁有檢測(cè)磁粉檢測(cè)設(shè)備的同時(shí)也需要準(zhǔn)備磁粉檢測(cè)相應(yīng)耗材。
磁粉檢測(cè)設(shè)備
1.通用固定磁粉探傷機(jī)或者專用及半自動(dòng)化磁粉探傷機(jī),下圖為某進(jìn)口品牌的磁探機(jī)。

磁粉檢測(cè)耗材
磁粉(非熒光磁粉和熒光磁粉)
載液
磁懸液(少量載液加磁粉)
磁粉探傷試塊(人工制造的標(biāo)準(zhǔn)缺陷試塊和自帶缺陷的試塊兩種)
三、磁粉檢測(cè)的工藝流程:
對(duì)工件實(shí)施磁粉檢測(cè),應(yīng)有的工藝流程如下圖所示:

磁粉檢測(cè)在民用航空維修上的應(yīng)用主要在飛機(jī)一些大部件在大修分解后進(jìn)行,檢查的主要缺陷是疲勞裂紋和應(yīng)力腐蝕裂紋。
按照飛機(jī)的工件類型主要有;管、軸、桿、棒類的檢測(cè);齒輪軸承類零件的檢測(cè),各種齒輪凸輪飛輪滾輪各種軸承套筒螺母等另一類常見零件;盤類工件的檢測(cè)如飛機(jī)剎車盤扭力管;表面有涂覆層工件的檢測(cè)。
按照應(yīng)用飛機(jī)部位主要有:輪轂螺桿檢測(cè);剎車扭力筒檢測(cè);剎車壓力盤的檢測(cè);起落架的大修檢查;特殊零部件的檢測(cè);零部件原位檢測(cè)。
目前國內(nèi)隨著中國民航業(yè)的發(fā)展民用航空維修企業(yè)對(duì)無損探傷的需求也是越來越大,越來越多的民航企業(yè)在發(fā)展和提升自己的磁粉檢測(cè)以及其他一些能力,做為一個(gè)工作于民航維修的磁粉探傷工作者也希望廣大航空維修工作者對(duì)無損檢測(cè)這個(gè)領(lǐng)域多一些認(rèn)識(shí)和了解。
(來源:微信公眾號(hào)“AERO-EXPERT”)