



水泥回轉窯高溫風機磨損原因分析及解決措施
2019-10-29張秀全 張中國
(冀東水泥(煙臺)有限責任公司)
某水泥熟料7200t/d新型干法生產線燒成系統配置JL4×7型高效推動棒冷卻機+φ5.2×78m回轉窯+在線型噴騰式分解爐+雙系列4-2-2-2-25級預熱器并配套12MW純低溫余熱發電工程,預熱器配套窯尾高溫風機3200DIBB50雙吸、單出、雙支承型式,變頻調速電動機型號YKK800-6功率3600kW,風機葉輪和殼體磨損后產生振動值增大超差和漏灰,影響了現場生產環境和設備安全穩定運轉,通過研究分析風機磨損原因,對應制定現場解決方案,實施后解決了風機磨損,保證風機安全穩定運行。(冀東水泥(煙臺)有限責任公司)
1 風機主要工藝設備參數
工藝參數:風量1150000m3/h順時針旋轉,全壓8000Pa,入口靜壓-8000Pa;工作溫度(正常)275℃,工作溫度(Z大)450℃。設備參數:殼體材質Q345A出風口角度45°進風口角度90°旋向為逆向,葉輪直徑3200mm葉輪寬度1300mm葉片型式為后向單板,葉片材質HG785,葉片耐磨措施為表面耐磨堆焊,動平衡精度等級G4.0。
2 風機運行狀況及磨損分析
2.1 運行狀況
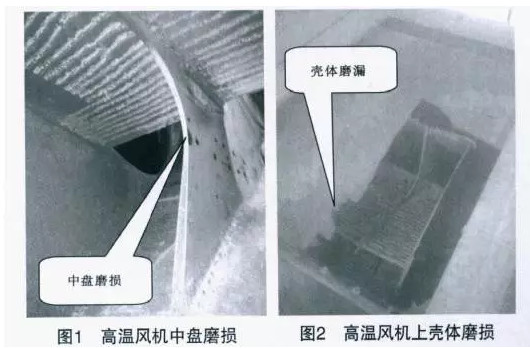
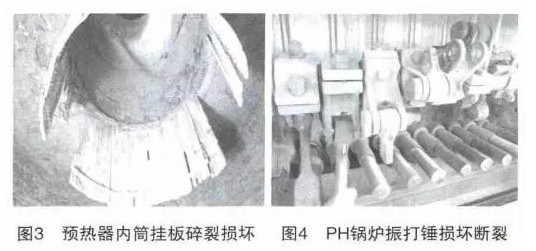
高溫風機運行過程中磨損,停機檢查發現工作葉片中間部分堆焊耐磨焊道磨損,嚴重者葉片磨漏;兩葉片之間中盤(設計厚度12mm)磨損嚴重部位厚度用測厚儀測量約為2.49mm見圖1,導致風機振動值增加報警,風機上殼體嚴重磨漏孔洞見圖2,嚴重威脅風機的安全穩定運行。
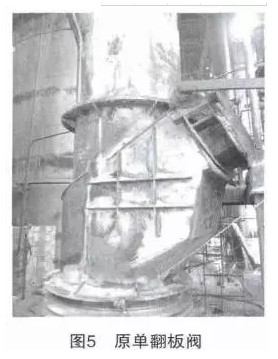
(1)預熱器為雙系列5級,其中出口C1級為4個旋風筒,內筒原設計規格φ2670mm×4160mm,實踐證明內筒長度相對較短,影響旋風分離效率。再者,5級和3級預熱器內筒采用為陶瓷掛板內筒,陶瓷掛板易碎裂損壞見圖3,導致風夾雜著物料圍繞損壞內筒旋轉出現短路,物料旋風分離效率降低,實際生產C1出口粉塵濃度達到95.8(設計小于80)g/Nm³左右偏高,進而增加高溫風機進口粉塵濃度超過38.6(設計小于20)g/Nm³偏高,影響風機葉輪和殼體磨損。
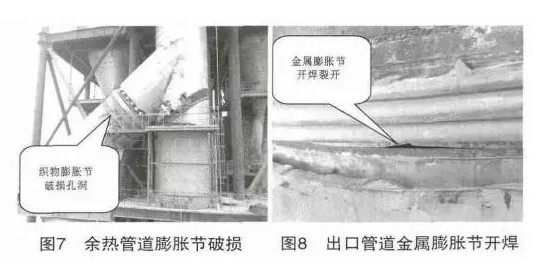
(3)預熱器系統下料管鎖風單翻板閥澆注料脫落燒損變形或閥板轉動不靈活卡住產生內漏風,導致鎖風翻板閥和管道受高溫氧化外表油漆脫落腐蝕見圖5。
3 解決風機磨損技術措施方案
3.1 工藝設備維護和改進
(1)C1預熱器內筒加長,由尺寸φ2670mm×4160mm改為φ2670mm×5260mm;修復損壞的5級和3級預熱器內筒掛板,保證其完好,提高C1分離收塵效率由92%增加至94%,降低C1出口粉塵濃度小于設計要求80g/Nm3;減少高溫風機進口粉塵濃度,減少葉輪和殼體磨損。
(2)余熱發電PH鍋爐振打錘頭損壞斷裂,更換損壞振打錘并調整適當振打錘與振打桿接觸中心位置,保證轉動振打靈活清灰效果。
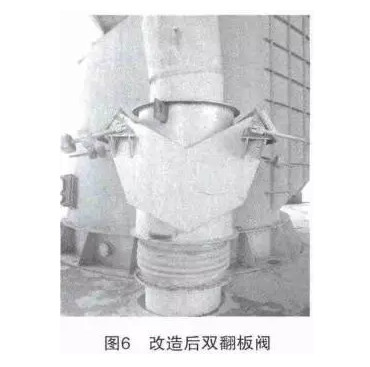
(3)檢修更換預熱器系統下料管燒損斷裂或變形壞閥板,對單翻板閥進行了改造,改造后雙翻板閥見圖6,避免內漏風短路,同時對各管道變形嚴重和破裂的膨脹節進行修復,對檢修孔門、儀表孔、管道閥門法蘭等密封嚴密,避免系統外漏風,減少系統阻力,降低能耗,降低高溫風機運轉負荷和轉速,減少了風機磨損。
3.2 風機修復方案
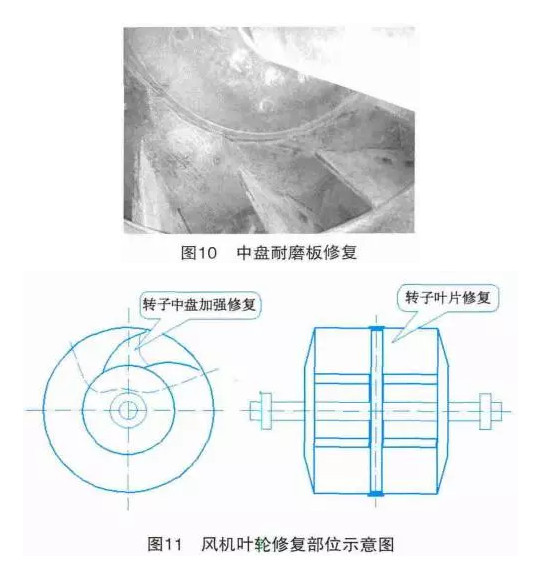
根據現場磨損情況,把原有磨損區清理打磨露出母材修復后保證結構強度,控制焊接應力和變形,保證風機正常運行生產。風機修復項目有轉子磨損中盤加強修復,轉子葉片和中盤交接耐磨鼻子、葉片工作面原耐磨焊道清理、上殼體磨損加強修復及耐磨處理。
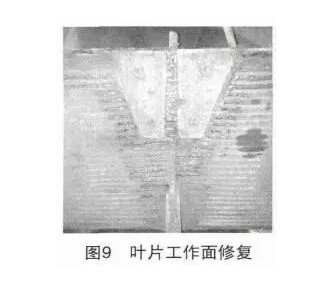
(1)轉子葉片各磨損區域清理、打磨,氣刨清除耐磨疲勞層,采取“8+6”堆焊耐磨鋼板補強修復葉片磨損嚴重部位見圖9,葉片其它工作面采取耐磨焊絲焊道堆焊。
(4)主盤兩面和葉片磨損區域、轉子額頭磨損部位采取氣體保護焊絲打底層、過渡層、堆焊耐磨層。
(5)現場轉子做動平衡達到G2.0。
3.3 質量控制與檢測
對修復轉子的技術要求:
(1)后盤不平度≤0.8/100;
(2)后盤外圓處端跳偏差≤10mm;
(3)圓盤外圓處徑跳偏差≤10mm;
(4)錐形前盤外圓處端跳偏差≤10mm;
(5)葉片出口工作面對后盤的不垂直度偏差≤2/100;
(6)經靜、動平衡校正。風機找動平衡指標,轉子當以某一角速度運轉時,在轉子上的不平衡質量引起的離心慣性力和慣性力矩作用下、將使轉子和軸承系統發生振動。因此對軸承系統的振幅與轉子上不平衡降低到實際運行水平、垂直、軸向振動≤2.0mm/s范圍內。現場焊接修復后的轉子,在驗收時作靜、動平衡試驗,對轉子進行焊后檢查測量,轉子變形量在技術要求范圍內。
4 修復效果
通過對預熱器系統、余熱發電PH鍋爐和管道等綜合分析內漏風和外漏風及提高預熱器分離效率等實施解決措施后,并對風機葉輪中盤和葉片實施現場加強修復方案,現場做動平衡,風機空載逐步加轉速達到使用Z高轉速850r/min時,兩軸承位置Z終振動值分別為0.9mm/s和0.7mm/s,實際風機帶負荷正常工作運行兩軸承位置振動值分別為0.9mm/s和1.15mm/s,軸承溫度穩定55℃以下運行效果良好。
來源:《中國水泥》2016年05期