



連鑄軸承鋼壓下技術(shù)的研究與應(yīng)用進(jìn)展
2019-10-24宗男夫*1,2 陳永鳳1 端木霏霏1
(1.優(yōu)暖北京科技有限公司 鋼鐵工程研究部;2. 鋼鐵研究總院 連鑄技術(shù)國家工程研究中心)
摘 要:軸承鋼鑄坯內(nèi)部易產(chǎn)生中心疏松、縮孔和中心偏析等缺陷,對軋制及成品都會產(chǎn)生不利影響。連鑄壓下技術(shù)是改善鑄坯內(nèi)部缺陷的一種Z有效的方法。本文綜述了壓下技術(shù)的研究及應(yīng)用進(jìn)展。重點(diǎn)介紹了凝固末端大壓下技術(shù)、凸形輥壓下技術(shù)、單輥重壓下技術(shù)和兩段式重壓下技術(shù),提出大方坯軸承鋼末端重壓下技術(shù)的發(fā)展方向,為國內(nèi)相關(guān)企業(yè)高端軸承鋼產(chǎn)品的開發(fā)及生產(chǎn)工藝的改進(jìn)提供參考。(1.優(yōu)暖北京科技有限公司 鋼鐵工程研究部;2. 鋼鐵研究總院 連鑄技術(shù)國家工程研究中心)
關(guān)鍵詞:軸承鋼;連鑄壓下技術(shù);均質(zhì)化;中心缺陷;重壓下技術(shù)
高端軸承的可靠性和安全性對軸承用鋼提出了高品質(zhì)、高可靠性和長壽命要求。軸承的高可靠性對軸承用鋼提出了高致密性和均質(zhì)性的要求。國內(nèi)特殊鋼企業(yè)眾多,但鋼材產(chǎn)品質(zhì)量處于較低檔次,缺乏名牌產(chǎn)品市場競爭力。僅有少數(shù)企業(yè)得到世界著名軸承公司的認(rèn)證,而大部分特殊鋼企業(yè)沒有掌握控制均質(zhì)化和致密度的關(guān)鍵技術(shù),導(dǎo)致軸承鋼為低附加值產(chǎn)品。因此,實(shí)現(xiàn)高端軸承用鋼材的國產(chǎn)化,并發(fā)展國內(nèi)高端領(lǐng)域軸承配套產(chǎn)品成為熱點(diǎn)攻關(guān)問題。
由于高碳鉻軸承鋼連鑄方坯斷面特征,鑄坯內(nèi)部極易產(chǎn)生中心疏松、V型偏析、中間裂紋等缺陷[1]。因此,軸承鋼連鑄坯尚不能滿足一些高端領(lǐng)域軸承用鋼的要求[2]。為改善軸承鋼方坯的內(nèi)部質(zhì)量,保證內(nèi)部高致密度和均勻性,連鑄凝固末端輕壓下技術(shù)得到應(yīng)用,部分提高鑄坯致密度和均質(zhì)性。凝固末端重壓下技術(shù)在日本和韓國等高端特殊鋼企業(yè)研發(fā)成功并用于生產(chǎn),達(dá)到徹底消除疏松、中心偏析和中心縮孔等內(nèi)部缺陷。因此本文介紹了壓下技術(shù)在高品質(zhì)軸承鋼均質(zhì)化的研究與應(yīng)用進(jìn)展。
1 高品質(zhì)軸承用鋼
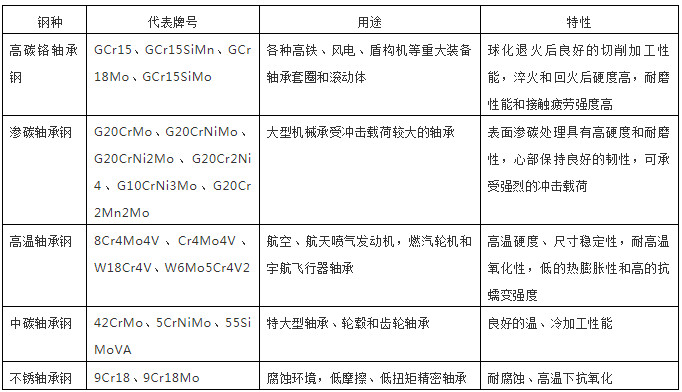
高碳鉻軸承鋼有較高的較高的碳、鉻含量,易導(dǎo)致凝固過程連鑄坯內(nèi)部出現(xiàn)中心縮松和中心偏析缺陷,從而影響軸承的使用性能等。高品質(zhì)軸承鋼的質(zhì)量控制目標(biāo)是為獲得高致密度和均勻化連鑄坯,以滿足后續(xù)軋制鍛造和熱處理等工序的加工性要求,獲得高品質(zhì)軸承鋼材。制造高端軸承用鋼的主要代表鋼種及其特性、用途見表1。
表1 軸承用代表鋼種及其特性、用途[3-10]
2 GCr15軸承鋼連鑄坯典型缺陷在軸承鋼軋制生產(chǎn)過程中,軋材存在的缺陷主要源于鑄坯原有縮孔和偏析缺陷。軸承鋼GCr15鑄坯典型V型偏析的縱截面和橫截面低倍結(jié)果如圖1所示。沿拉坯方向在鑄坯中心斷續(xù)分布著中心縮孔缺陷,在凝固過程中應(yīng)盡量減小柱狀晶,提高等軸晶率。但在高等軸晶率情況下,中心偏析依然存在。作為中心偏析的一種,V型偏析嚴(yán)重影響鋼鐵質(zhì)量。

圖1 GCr15軸承鋼V型偏析: (a)縱截面; (b)橫截面
V型偏析已成為高等軸晶率下影響鋼材質(zhì)量的主要缺陷,橫向截面呈現(xiàn)出良好的鑄坯質(zhì)量,而實(shí)際上如果對連鑄坯進(jìn)行縱向切割,則會發(fā)現(xiàn)內(nèi)部特別是中心線位置處質(zhì)量很差:中心位置處不僅有多處縮孔,而且在中心線位置處,偏析現(xiàn)象嚴(yán)重。
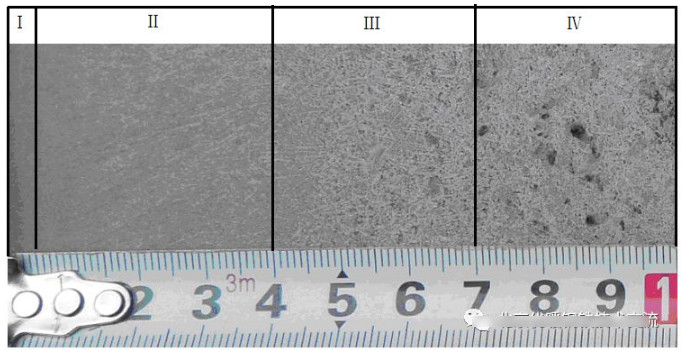
圖2 GCr15軸承鋼的凝固組織
圖2是GCr15軸承鋼凝固后腐蝕的組織圖。可以看出各凝固組織各區(qū)域之間分層明顯,分為激冷層(I區(qū))、柱狀晶(Ⅱ區(qū))、混晶區(qū)(Ⅲ區(qū))、中心等軸晶區(qū)(Ⅳ區(qū))。柱狀晶生長方向朝著鑄坯中心,其生長方向基本垂直于結(jié)晶器壁,混晶區(qū)域內(nèi)能夠看到明顯的二次枝晶,其生長方向較為混亂,但整體向鑄坯中心生長。在等軸晶區(qū)域內(nèi),有明顯的偏析暗點(diǎn),并伴隨著嚴(yán)重的疏松現(xiàn)象。圖3為連鑄輕壓下參數(shù)不合適而產(chǎn)生的裂紋形貌,裂紋向兩個(gè)方向擴(kuò)展的趨勢,一個(gè)是向鑄坯未凝液芯擴(kuò)展,一個(gè)是向鑄坯凝殼方向擴(kuò)展。均質(zhì)化連鑄坯需要在凝固末端施加一定壓下量,同時(shí)避免鑄坯凝固前沿界面內(nèi)部裂紋。

圖3 連鑄坯縱向內(nèi)部裂紋形貌
3 連鑄輕壓下技術(shù)的研究現(xiàn)狀與應(yīng)用軸承鋼連鑄在凝固末端位置實(shí)施合理地輕壓下能夠補(bǔ)償糊狀區(qū)的凝固收縮量,可以有效地降低鑄坯內(nèi)部中心縮松和中心偏析量。因此, 輕壓下技術(shù)已在國內(nèi)外特殊鋼企業(yè)得到廣泛應(yīng)用,其中日本新日鐵鋼公司,韓國浦項(xiàng)鋼鐵公司,中國湖北新冶鋼有限公司、東北特殊鋼集團(tuán)公司、本溪鋼鐵集團(tuán)公司等應(yīng)用比較成功。表2是典型特殊鋼企業(yè)軸承鋼及高碳鋼的輕壓下控制參數(shù)及應(yīng)用效果[11-22]。
高碳鉻軸承鋼中碳含量高,鑄坯的兩相區(qū)較長且寬,從而易導(dǎo)致中心偏析、縮孔和疏松等缺陷 [21],軸承鋼連鑄壓下技術(shù)已經(jīng)在國內(nèi)特殊鋼企業(yè)得到應(yīng)用,但并沒有掌握關(guān)鍵控制技術(shù),由于壓下參數(shù)不合理不但沒有降低鑄坯中心疏松縮孔和偏析,還使得鑄坯內(nèi)部產(chǎn)生裂紋[19]。
連鑄坯的糊狀區(qū)存在三個(gè)主要區(qū)域,見圖4:其中糊狀區(qū)A固相率較低,枝晶間鋼液能夠自由流動,鋼液中溶質(zhì)成分布均勻,不存在元素偏析。糊狀區(qū)B鋼液流動性降低,且只能在粗大的枝晶間部分流動,溶質(zhì)富集形成偏析。糊狀區(qū)C內(nèi)鋼液進(jìn)一步凝固收縮得不到補(bǔ)充,形成鑄坯內(nèi)部疏松和縮孔缺陷。因此,改善鑄坯內(nèi)部疏松和縮孔缺陷提高致密性應(yīng)該在C區(qū)進(jìn)行壓下,而降低偏析應(yīng)該在B區(qū)實(shí)施壓下。
表2 高碳鋼輕壓下參數(shù)及應(yīng)用
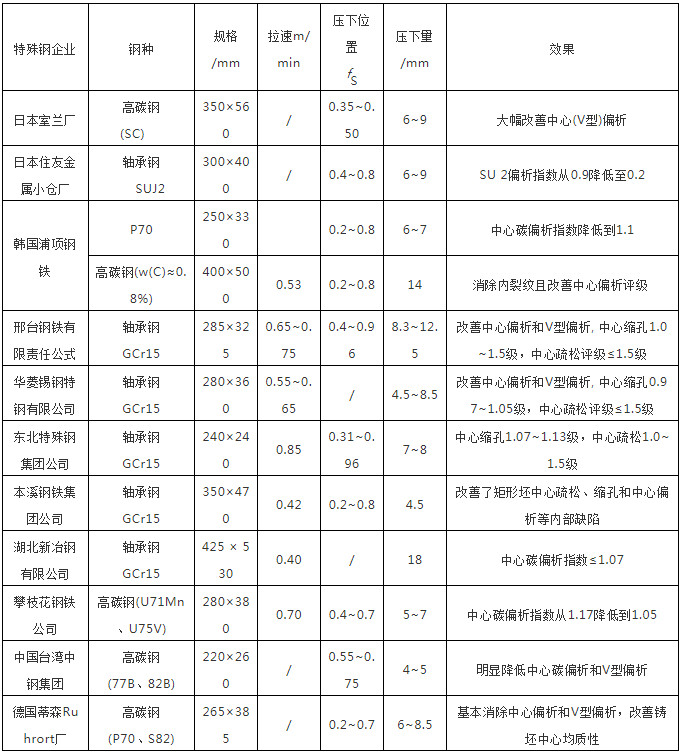
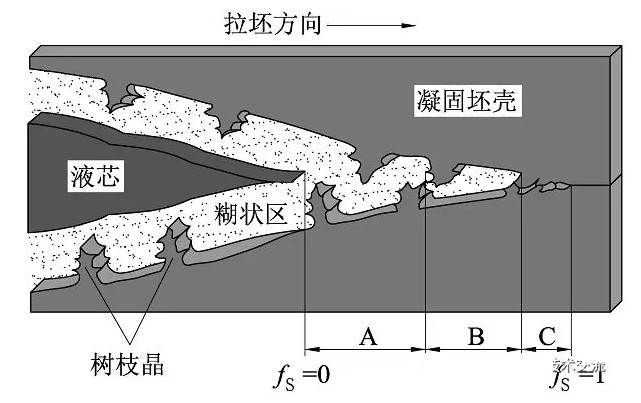
圖4 連鑄坯凝固末端糊狀區(qū)示意圖
通過理論分析得到改善鑄坯偏析的合理壓下區(qū)間時(shí)中心固相率為0.3~0.7,對于高碳軸承鋼合理壓下區(qū)間的中心固相率為0.2~0.9[22]。連鑄壓下裂紋的產(chǎn)生機(jī)理[23,24],將鑄坯凝固前沿劃分為液相補(bǔ)縮區(qū)(固相率為0.4~0.9)和裂紋產(chǎn)生區(qū)(固相率為0.9~0.99),液相補(bǔ)縮區(qū)裂紋會被鋼液填充,而裂紋產(chǎn)生區(qū)的裂紋由于枝晶臂的阻隔使液相不能填充,導(dǎo)致內(nèi)部裂紋會被保留,該分界點(diǎn)固相率的溫度定義為LIT。Won等[25]將LIT~ZDT定義為裂紋敏感期區(qū)如圖5所示。在此區(qū)間內(nèi)鑄坯具有一定強(qiáng)度,但卻無延展變形能力,因此輕壓下應(yīng)該避開裂紋敏感區(qū)以避免中心裂紋的形成。
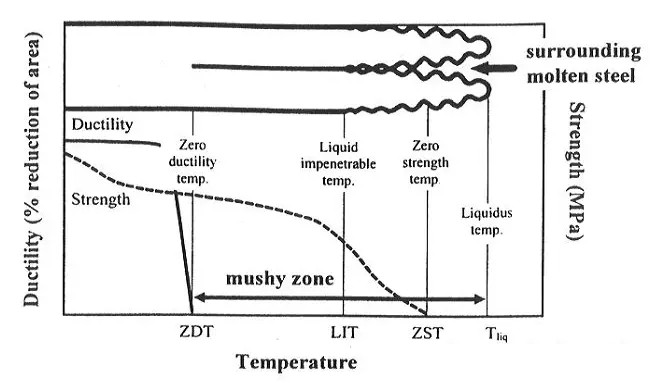
圖5 連鑄坯凝固前沿力學(xué)性能的示意圖
典型的連鑄應(yīng)變速率條件下,通過統(tǒng)計(jì)分析鑄坯凝固前沿裂紋敏感區(qū)試驗(yàn)數(shù)據(jù),得出鑄坯內(nèi)部裂紋臨界應(yīng)變與碳當(dāng)量關(guān)系[26,27],如圖6所示。隨著鋼中碳含量的增加,臨界應(yīng)變降低,而軸承鋼中碳含量較高壓下操作易產(chǎn)生裂紋。
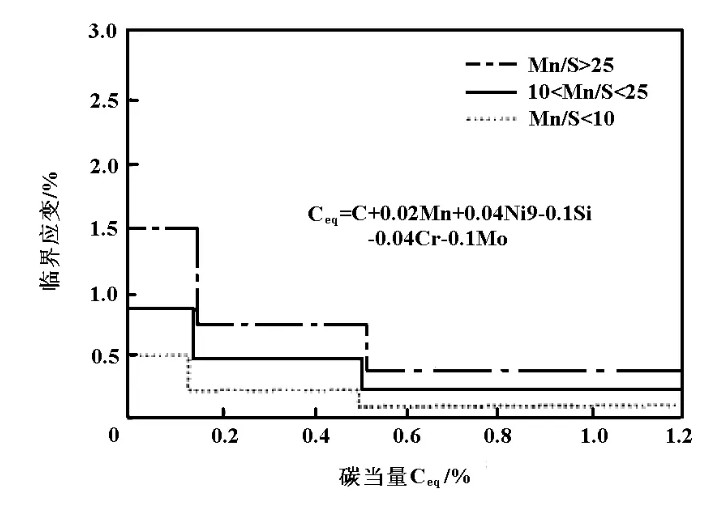
圖6 臨界應(yīng)變與碳當(dāng)量的關(guān)系
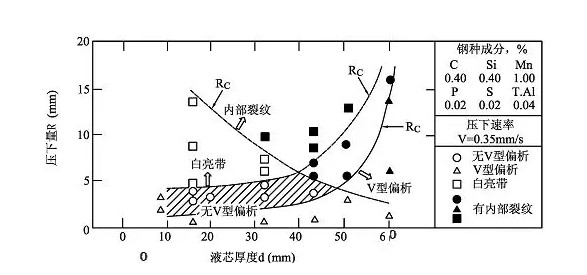
圖7 壓下參數(shù)對鑄坯內(nèi)部質(zhì)量的影響
鑄坯壓下操作參數(shù)對其內(nèi)部質(zhì)量的影響如圖7所示。當(dāng)壓下量過小情況下無法有效消除V型偏析,而壓下量過大會導(dǎo)致負(fù)偏析易產(chǎn)生內(nèi)裂紋。為了避免鑄坯內(nèi)部出現(xiàn)裂紋,就要保證應(yīng)變小于鑄坯凝固前沿裂紋臨界應(yīng)變,進(jìn)而得到保證不產(chǎn)生內(nèi)部裂紋的Z大壓下率及總壓下量。合理的壓下參數(shù)除了應(yīng)降低中心偏析和疏松外,還應(yīng)保證鑄坯不產(chǎn)生內(nèi)裂紋。4 連鑄重壓下技術(shù)研究進(jìn)展
鑄坯邊角部的壓下變形抗力大,常規(guī)的小壓下量模式的輕壓下連鑄工藝已無法穩(wěn)定、有效地控制中心偏析和縮孔缺陷,所以不能實(shí)現(xiàn)鑄坯凝固末端擠壓出富集溶質(zhì)的鋼液和有效補(bǔ)償凝固收縮的效果[18]。使用常規(guī)小壓下量連鑄技術(shù),尚無法有效生產(chǎn)大斷面軸承鋼均質(zhì)化、高致密度的連鑄坯。連鑄坯凝固末端重壓下技術(shù)利于在高溫、高壓條件下焊接中心疏松、縮孔、內(nèi)裂等缺點(diǎn)。日本新日鐵(NIPPON)和住友金屬(NSENGI)開發(fā)出連鑄坯凝固末端大壓下工藝[28,29],軸承鋼在凝固末端實(shí)施大壓下量操作,有效改善中心偏析與疏松,實(shí)現(xiàn)鑄坯高致密和均質(zhì)化的工藝效果。韓國浦項(xiàng)(POSCO)和日本新日鐵等企業(yè)采用凸型輥在連鑄坯凝固末端實(shí)施壓下[18,30],鑄坯和軋材的內(nèi)部質(zhì)量均得到顯著改善。
4.1連鑄凸型輥壓下技術(shù)
平型輥輕壓下是特殊鋼企業(yè)廣泛應(yīng)用的技術(shù),圖8是兩種類型壓下輥示意圖(圖中D、d表示鑄坯抵抗阻力的厚度)。采用凸型輥輕壓下可將壓下力集中在鑄坯寬面中心區(qū)域,有效避開已凝固邊部凝固坯殼,使得壓下變形沿寬度方向均勻分布,鑄坯中心區(qū)域液芯可以受到有效擠壓,達(dá)到提高壓下的目的[30]。
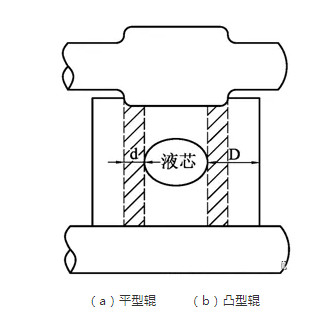
圖8 輥式輕壓下結(jié)構(gòu)圖
凸型輥多設(shè)計(jì)為類似凸臺結(jié)構(gòu),凸臺兩側(cè)邊部區(qū)域出現(xiàn)應(yīng)力集中現(xiàn)象,操作不當(dāng)易造成表面深壓痕并降低凸輥使用壽命。
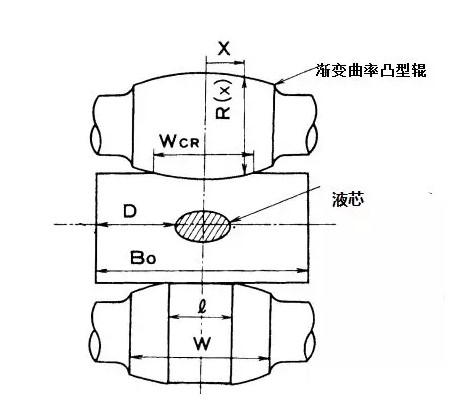
圖9 漸變曲率凸型輥結(jié)構(gòu)圖
如圖9所示,漸變曲率凸型輥通過優(yōu)化平輥段和凸起段參數(shù)可以有效減輕凸臺邊緣應(yīng)力集中,同時(shí)提高壓下輥使用壽命[32,33];且凸型輥不接觸完全凝固的鑄坯邊角部,避免輕壓下在鑄坯兩側(cè)附近易產(chǎn)生裂紋。4.2鑄坯凝固末端重壓下技術(shù)
川崎制鐵采用連續(xù)鍛壓技術(shù)(Continuous Forging),安裝一對砧板對大方坯鑄坯實(shí)施連續(xù)鍛壓,改善鑄坯中心偏析和疏松[31],圖10為連續(xù)鍛壓過程示意圖。日本新日鐵研發(fā)出重壓下技術(shù)(NS Bloom Large Reduction),采用大輥徑凸輥對初始凝固狀態(tài)的方坯施加大壓下量,消除鑄坯中心疏松和縮孔,提高軋材的探傷合格率[29]。

圖10 連續(xù)鍛壓過程示意圖
日本住友金屬采用PCCS(Porosity Control of Casting Slab)技術(shù),施加大壓下量于鑄坯心部易變形的區(qū)域,圖11是該技術(shù)原理示意圖[34,35],顯著提高鑄坯致密度和均質(zhì)性。韓國浦項(xiàng)鋼鐵開發(fā)出PosHARP技術(shù)[36],在鑄坯凝固中期采取大量壓下輥進(jìn)行大壓下率壓下操作,將鑄坯中心部位富集溶質(zhì)的鋼液沿中心線擠壓出將鋼液均勻化。
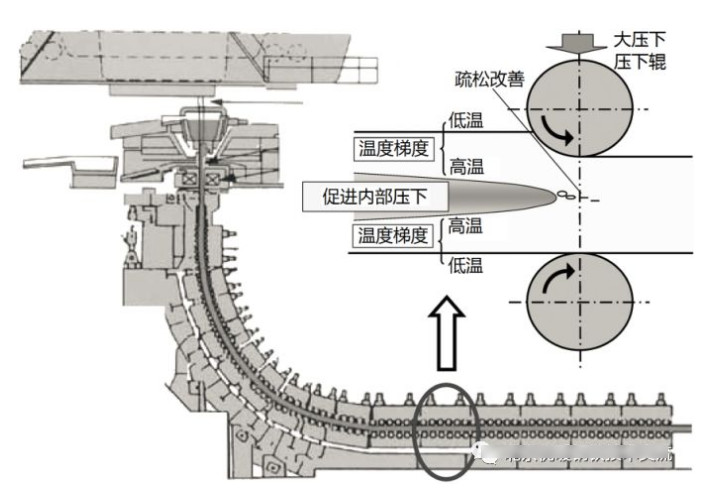
圖11 重壓下PCCS示意圖
4.3連鑄單輥重壓下技術(shù)小方坯單輥重壓下技術(shù),180mm×180 mm斷面小方坯單輥壓下量5mm-20 mm,能顯著提高鑄坯內(nèi)部質(zhì)量,消除縮孔、改善疏松和偏析,提高鑄坯中心致密度;單輥重壓下不容易導(dǎo)致壓下裂紋[37,38]。然而,大方坯軸承鋼尚沒有采用重壓下技術(shù)的報(bào)道。由于大方坯有效壓下區(qū)域較小,邊角區(qū)域溫度過低,壓下抗力較大難以實(shí)施有效大壓下量操作。
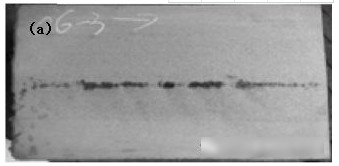
圖12 單輥重壓下對縮孔和疏松的影響:(a) 壓下量7mm; (b)壓下量17mm
圖12是單輥不同壓下量下鑄坯低倍形貌,隨著單輥壓下量的增大,鑄坯中心縮孔和疏松得到明顯改善;當(dāng)單輥施加17 mm壓下量后,鑄坯中心縮孔完全消除而且沒有出現(xiàn)內(nèi)部裂紋。軸承鋼連鑄單輥重壓下能提高鑄坯中心組織、致密度和改善內(nèi)部缺陷,為后續(xù)軋制工序提供良好條件。4.4鑄坯兩段式重壓下技術(shù)
鑄坯凝固末端,鑄坯液芯與表面溫差達(dá)500 ℃以上,壓下效率遠(yuǎn)超過粗軋階段(粗軋使用均溫鑄坯),此階段可以實(shí)現(xiàn)鑄坯內(nèi)部縮孔的焊合,細(xì)化心部晶粒的作用[39,40]。階段壓下位置為鑄坯未完全凝固區(qū)間,有效改善鑄坯偏析缺陷,第二階段壓下位置為完全凝固區(qū)間,改善鑄坯中心縮孔,提高鑄坯均質(zhì)性和致密度,第二階段總壓下量為15 mm -20mm。連鑄兩段式重壓下采用總壓下量達(dá)25mm以上的壓下制度,壓下量遠(yuǎn)大于常規(guī)輕壓下操作,從而達(dá)到良好的焊合內(nèi)部縮孔的工藝效果。基于以上研究結(jié)果,應(yīng)用凸型輥實(shí)施大方坯凝固末端單輥重壓下技術(shù)和兩段式重壓下技術(shù)是未來軸承鋼施加連鑄大壓下量的研究方向。連鑄重壓下技術(shù)不僅是輕壓下技術(shù)的進(jìn)一步發(fā)展,也是軋制技術(shù)在連鑄階段的延伸,鑄坯的溫度分布特性不同于軋制工藝,由于鑄坯心部溫度較高,更有利于產(chǎn)生變形,從而優(yōu)于軋制的效果。這樣的不僅利于改善軸承鋼內(nèi)部質(zhì)量,并且有利于生產(chǎn)流程的重新優(yōu)化。
5 結(jié)束語
軸承用鋼鑄坯中心疏松、溶質(zhì)偏析及碳化物均勻性控制是保證高品質(zhì)軸承鋼質(zhì)量的關(guān)鍵。要降低鑄坯溶質(zhì)偏析,可在鑄坯凝固末端施加壓下操作。通過理論分析得到改善高碳軸承鋼合理壓下區(qū)間的中心固相率為0.2~0.9,鑄坯凝固末端重壓下技術(shù)是改善高品質(zhì)軸承鋼中心鑄坯致密性和均質(zhì)性的有效措施,但由于大方坯凝固液芯為近圓形,有效壓下區(qū)域較小,鑄坯邊角區(qū)域溫度偏低,壓下抗力較大,難以實(shí)施有效大壓下量操作。應(yīng)用凸型輥實(shí)施大方坯凝固末端單輥重壓下技術(shù)和兩段式重壓下技術(shù)是未來軸承鋼施加連鑄大壓下量的研究方向。
參考文獻(xiàn):
[1] 何慶文, 王寶, 王福明,等. 大方坯軸承鋼中心偏析的成因及預(yù)防措施[J]. 鋼鐵, 2009, 44(8): 39-44.
[2] 劉雅政, 周樂育, 張朝磊,等. 重大裝備用高品質(zhì)軸承用鋼的發(fā)展及其質(zhì)量控制[J]. 鋼鐵, 2013, 48(8): 1-8.
[3] Bhadeshia H. K. D. H. Steels for Bearings [J]. Progress in Materials Science, 2012, 57: 268-435.
[4] 張福成, 楊志南, 雷建中,等. 貝氏體鋼在軸承中的應(yīng)用進(jìn)展[J]. 軸承, 2017, (1): 54-64.
[5] 徐海峰, 曹文全, 俞峰,等. 國內(nèi)外高氮馬氏體不銹軸承鋼研究現(xiàn)狀與發(fā)展[J]. 鋼鐵, 2017, 52(1): 53-63.
[6] 胡占齊, 李巍, 楊育林,等. 航空關(guān)節(jié)軸承壽命試驗(yàn)機(jī)發(fā)展綜述[J]. 軸承, 2017, (11): 57-63.
[7] Qian G, Li G..Z., Xu X.H., et al. Steelmaking Technologies and With Focus on Micro Inclusion Development for 700 ktons Production of State-of the Art 1C-1.5Cr Bearing Steel [J]. Journal of ASTM International, 2014, 3:1-27.
[8] 何加群. 中國工業(yè)強(qiáng)國戰(zhàn)略和軸承產(chǎn)業(yè)[J]. 軸承, 2015, (1): 55-63.
[9] 夏新濤, 白陽, 孫立明,等. GCr15 軸承鋼可靠性模型的探討[J]. 軸承, 2016, (3): 30-33.
[10] 李昭昆, 雷建中, 徐海峰,等. 國內(nèi)外軸承鋼的現(xiàn)狀與發(fā)展趨勢[J]. 鋼鐵研究學(xué)報(bào), 2016, 28(3): 1-12.
[11] 沈建國, 王迎春. 大方坯連鑄內(nèi)部缺陷與輕壓下工藝研究[J]. 鑄造技術(shù), 2012, 3(33): 335-338.
[12] Thome R., Harste K. Principles of Billet Soft-reduction and Consequences for Continuous Casting [J]. ISIJ International, 2006,46(12):1839-1844.
[13]