



某型輔助船推力軸承故障研究與維修技術(shù)淺析
2012-06-06作者:王維信
(91329部隊)
摘 要:文章根據(jù)推力軸承結(jié)構(gòu)特點(diǎn),剖析其工作原理,結(jié)合修理檔案、故障記錄,分析故障現(xiàn)象,嚴(yán)格排查故障因素,采取針對性維修方案和技術(shù)手段進(jìn)行修理,使用驗證可靠、有效。
某型輔助船中修試航時,推力軸承正車推力塊合金層嚴(yán)重?zé)g。文章從分析其結(jié)構(gòu)、工作原理入手,結(jié)合故障前后實(shí)際修理過程,對故障原因及修理技術(shù)要求進(jìn)行分析研究。
1 基本情況
該船采用單機(jī)單槳,由一臺8300C型柴油機(jī)作主機(jī)[Pe=441 kW (600 hp),Ne=450 r/min],配合滑動式單環(huán)推力軸承推進(jìn)。
1.1基本結(jié)構(gòu)
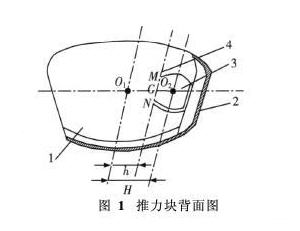
該型推力軸承結(jié)構(gòu),由軸承座、軸承蓋、推力環(huán)、推力塊、扇形調(diào)節(jié)環(huán)、冷卻盤管、支點(diǎn)軸承組成。推力塊與推力環(huán)之間有軸向間隙S(推力軸承間隙)。推力塊工作面上澆鑄巴氏合金,背面有小塊平面凸臺3,其幾何中心O2與推力塊幾何中心O1有一偏心距H(如圖1所示),工作時繞承推棱MN偏轉(zhuǎn)。
1.2工作原理
1)受力情況。工作起始瞬間,軸轉(zhuǎn)速為零,
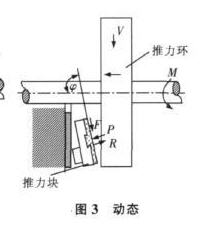
推力環(huán)、推力塊、油膜未受力,狀態(tài)如圖2所示;隨著轉(zhuǎn)速增加,旋轉(zhuǎn)的推力環(huán)將滑油帶入楔形間隙中產(chǎn)生動力油壓,如圖3所示,推力環(huán)、推力塊承受推力,油膜受軸向壓力。

2)楔形油膜的建立。主機(jī)轉(zhuǎn)速一定時,推力軸承工作于靜載荷(大小、方向均恒定)條件下,液體摩擦狀態(tài)(動力油膜)的建立主要取決于油膜的旋轉(zhuǎn)效應(yīng)即油楔作用。摩擦副之間建立油楔作用必滿足3個條件:①溫度、黏度適宜的潤滑油;②足夠的相對滑動速度;③可靠的楔形間隙。條件①和②容易滿足,僅分析條件③的建立。如圖3所示,推力環(huán)按箭頭方向旋轉(zhuǎn)時受推力作用而壓向推力塊,滑油對推力塊的作用力P相對O2有偏心距H(圖1),P對點(diǎn)O2構(gòu)成力矩MP,使推力塊以承推棱MN為軸偏轉(zhuǎn)(支點(diǎn)即轉(zhuǎn)移至承推棱中點(diǎn)C,偏心距減小為h, MP減小),迎轉(zhuǎn)向邊(進(jìn)油邊)間隙增大,順轉(zhuǎn)向逐漸減小;同時,滑油流經(jīng)間隙作用在推力塊表面的摩擦力F對支點(diǎn)C構(gòu)成另一個力矩MF,MP與MF方向相反,當(dāng)它們大小相等時,推力塊傾角φ即穩(wěn)定下來,形成穩(wěn)定的楔形間隙,實(shí)現(xiàn)良好的液體潤滑。
2 故障研究
2.1故障特征
拆檢推力塊,合金層嚴(yán)重?zé)g、刮擦,平均厚度小于0. 85mm,沿推力環(huán)轉(zhuǎn)向造成許多不規(guī)則的溝痕,推力塊邊緣縫隙間有熔融的合金堆積;潤滑油稀釋、變暗,混有細(xì)碎的合金屑。
2.2故障過程分析
1)推力軸承試航檔案溫度記錄(表1)。
2)分析說明(臨界溫度60℃)。
0-A區(qū):轉(zhuǎn)速低,動力油壓相對較小,壓力油膜不易形成,產(chǎn)生邊界摩擦,溫度升高較快。A-B-C區(qū):轉(zhuǎn)速升高,動力油壓變大,油膜建立、實(shí)現(xiàn)液體潤滑,溫升率降低、溫升趨緩。C-D1區(qū):額定轉(zhuǎn)速,負(fù)荷增加引發(fā)邊界摩擦,磨損加劇,溫升率驟增,溫度驟升至臨界點(diǎn)(60℃)。
D1-D2區(qū):溫度速升超過60℃,液體潤滑失效———楔形油膜破壞,導(dǎo)致干摩擦,溫升異常,合金層過熱,導(dǎo)致軟化、熔化,產(chǎn)生粘著磨損以致咬合,出現(xiàn)大面積沿推力環(huán)旋轉(zhuǎn)方向被拖動、刮擦的溝痕,邊緣出現(xiàn)合金熔化鋪開、延展、堆積的宏觀痕跡。大量合金磨屑、磨粒混入滑油,使之變渾濁、暗淡。
2.3故障原因分析
1)滑油質(zhì)量差。取滑油化驗分析,發(fā)現(xiàn)大量合金磨屑,閃點(diǎn)、黏度大幅下降。經(jīng)查,碼頭系泊試車后更換滑油時,未排凈沖洗油腔的柴油,后加的滑油被稀釋。
2)裝配間隙過小。按行業(yè)修理標(biāo)準(zhǔn),對應(yīng)D=180mm、Pe=441kW(600hp),應(yīng)選修理裝配間隙范圍0.30~0.35mm,而實(shí)際修理裝配間隙為0.22mm(修理檔案記錄)。
3)加工精度低。使油膜臨界厚度hcr增大,易導(dǎo)致邊界摩擦;相同負(fù)荷時,流經(jīng)推力塊表面的潤滑油所受阻力f(逆轉(zhuǎn)向,與F反向)增大,一方面帶走熱量的效率降低,摩擦副與滑油溫升快,導(dǎo)致滑油黏度下降快(油質(zhì)差時更嚴(yán)重),油膜形成和維持能力變差;另一方面使力矩MF增大,楔形間隙變小(圖3),推力環(huán)旋轉(zhuǎn)帶入間隙的潤滑油量減少、阻力增大,油膜變薄,油楔承載能力(即傳遞推力能力)降低,軸功率較大時油楔易被壓潰失效,導(dǎo)致干磨,造成合金燒損故障。
3 維修改進(jìn)
3.1潤滑油質(zhì)量控制
清潔油腔及推力軸承組件,確保潤滑油潔凈;檢查,確保滑油適量、無漏泄、冷卻有效。
3.2裝配間隙控制
1)裝配間隙選定。按行業(yè)修理標(biāo)準(zhǔn),結(jié)合維修與使用經(jīng)驗,選取0.34mm為裝配間隙。
2)靜態(tài)、動態(tài)間隙修正。測量扇形調(diào)節(jié)環(huán)各處、各推力塊本體厚度,用磨床修正均勻,使研裝后靜態(tài)時(圖2)平均間隙與各推力塊間隙誤差Z小;修正各推力塊、承推棱,使其形狀、尺寸一致,動態(tài)時傾角φ相等、間隙均勻,均衡分擔(dān)負(fù)荷,提高承載能力和工作可靠性。
3.3推力塊研配
一是提高合金面粗糙度等級,減小滑油流動阻力、降低油膜臨界厚度hcr;二是修正厚度,控制裝配間隙;三是提高貼合面積,修正受力部位。
1)初研。澆鑄合金切削加工,置于平板上用色油檢查,刮研后接觸點(diǎn)≥2個/cm2。
2)研配。初研后的推力塊與推力環(huán)平面進(jìn)行著色檢查、復(fù)研,接觸點(diǎn)≥5個/cm2。
3)潤滑。如圖4所示:①在合金面3(縱橫軸長×寬=115mm×95mm)的中心位置開圓環(huán)形槽1(內(nèi)徑×外徑×深度=38mm×42mm×2mm,合金層厚≥4.25mm),邊緣倒圓角;②合金層邊緣倒小圓角2;③滑油進(jìn)口邊緣倒大斜圓角,使?jié)櫥瓦M(jìn)入足量、順暢。

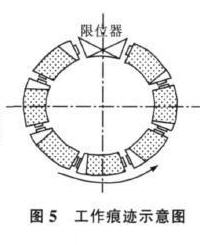
4)檢測。①合金層粘合情況檢查,用手錘輕敲推力塊背面平面部位,聲音清脆純正,粘合緊密、可靠;②貼合面積檢查,各推力塊與推力環(huán)研配后,接觸面積均不小于70%,且受力部位基本一致(見圖5),保證負(fù)荷均衡,提高承載能力;③推力塊厚度檢查,于平臺上用百分表測量:同一推力塊不同部位厚度均勻,誤差≤0.02mm;各推力塊平均厚度,誤差≤0.02mm;裝配完畢,測得推力軸承總間隙為0.34mm,符合要求。
3.4試航
1)按規(guī)定程序要求試航,測試推力軸承工況(表2)。
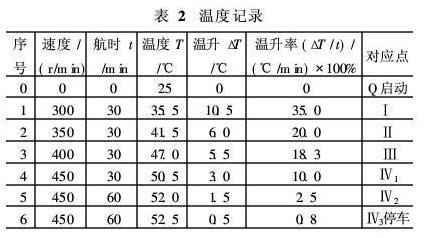
2)分析說明:參照故障時試航情況(表1),作如下對比。
Q-Ⅰ區(qū):對比O-A區(qū),溫升率明顯下降(45.0%↓35.0%),表明修后推力塊表面粗糙度等級提高,臨界厚度hcr減小,潤滑狀況極大改善。
Ⅰ-Ⅱ-Ⅲ區(qū):對比A-B-C區(qū),溫升率降低,溫度升高明顯趨緩,表明動力油壓變大,潤滑良好。
Ⅲ-Ⅳ1區(qū):對比C-D1區(qū),額定負(fù)荷下工作,但溫升率小、溫度低,推力塊與推力環(huán)間隙配合正常、動力油膜潤滑良好。
Ⅳ1-Ⅳ2區(qū):對比D1-D2區(qū),額定負(fù)荷持續(xù)工作,溫升率降低,溫升速度更趨緩慢,對應(yīng)工況溫度更低,推力塊與推力環(huán)工作配合趨于穩(wěn)定。
Ⅳ2-Ⅳ3區(qū):繼續(xù)檢驗推力軸承額定工況下工作狀態(tài),溫度保持基本恒定,推力塊與推力環(huán)在額定負(fù)荷下實(shí)現(xiàn)良好配合、可靠工作。
4 結(jié)束語
經(jīng)跟蹤調(diào)查,該船出廠后推力軸承在額定負(fù)荷下曾多次連續(xù)工作78h以上,狀態(tài)良好。該推力軸承結(jié)構(gòu)簡單,但維修技術(shù)要求高,故障告誡我們,維修工作必須精心組織、嚴(yán)格管理、科學(xué)施工,采取針對性措施,嚴(yán)格落實(shí)維修技術(shù)要求,才能達(dá)到維修目的,減少或者避免失誤和損失,真正提高工作績效。
來源:《中國修船》