



ATOX50立磨主電機軸瓦故障修復事例
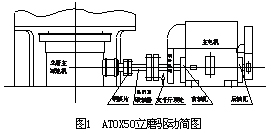
2016-11-07 天瑞集團南召水泥有限公司制備生料的主機設備是史密斯ATOX50輥式立磨,驅動系統減速機:FLENDERKMPS546,3767kW;主電機是湘電YRKK900-6,4000kW,10kW高壓電機,傳動簡圖如下:
1 故障現象
該生料制備系統自2010年5月份投入運行以來,運轉一直正常。但于2012年1月5日1時30分,中控操作員發現主電機前軸瓦溫度不斷升高,逐漸升至跳停溫度:65℃,立即通知現場巡檢工進行處理,巡檢工隨即用軸流風機向前軸瓦吹風降溫,但僅維持到5日8時30分立磨因前軸瓦溫度過高而跳停。公司技術部組織技術人員到現場進行檢查,手試軸瓦瓦座溫度及回油溫度均不高,電機油站顯示油箱溫度為20℃。于是采取如下措施:加大供油量、更換熱電阻(排除熱電阻故障出現假信號)、調整磨機跳停聯鎖軸瓦溫度值(由65℃調整至70℃),期間試開磨機兩次,但即使在不下料的情況下,電機前軸瓦瓦溫也迅速上升,且一次比一次上升的快。由此判斷,電機前軸瓦已出現問題,不能再繼續開機,需立即抽瓦檢查。
2 抽瓦檢查
拆去電機前軸瓦上蓋后,即發現下瓦座在靠近聯軸器側的空隙中有大量的巴氏合金碎片(見圖4),證實了前面軸瓦受損的判斷。拆下上軸瓦檢查,軸瓦工作面無損傷,但靠近聯軸器側的軸瓦側面的巴氏合金已被軸肩嚴重磨損,原來4mm(見圖2)的厚度只剩下1.5mm(見圖3)。再檢查下軸瓦,發現下軸瓦的側面已與軸肩緊密接觸,軸瓦側面的巴氏合金被磨損也是必然的了。
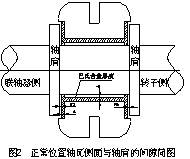
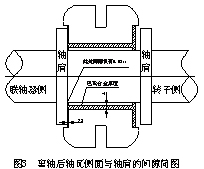

圖4 下瓦座與電機前面板間的調整墊片組
在如圖1所示位置放置千斤頂,松開主電機后軸瓦的上壓蓋固定螺栓,拆除RAK710聯軸器鋼膜片處的聯接螺栓,用千斤頂將電機主軸稍稍頂起,周向轉動下軸瓦(如感覺吃力,可再抬升千斤頂,注意起升幅度要盡量小),直到將下軸瓦抽出。檢查發現,下軸瓦一個側面與上軸瓦磨損情況相同,其工作面在靠聯軸器側有100mm寬也有磨損,好在磨損量不是很大,刮研修復后應該還能繼續使用。
至此,電機前軸瓦發熱是因為上、下軸瓦的側面與軸肩摩擦而引起的,很明顯是竄軸了,雖然供油壓力、油量、油溫正常,但軸瓦也會迅速升溫而導致主機跳停。
至此,電機前軸瓦發熱是因為上、下軸瓦的側面與軸肩摩擦而引起的,很明顯是竄軸了,雖然供油壓力、油量、油溫正常,但軸瓦也會迅速升溫而導致主機跳停。
3 原因分析
根據軸瓦側面與軸肩接觸摩擦情況來看,可以肯定是電機主軸向尾部竄動了,且竄動量較大,至少有5mm(軸瓦側面與軸肩原有2.5mm的間隙,現在軸瓦側面的巴氏合金又被磨損掉2.5mm,二者之和為5mm),那么找到電機主軸為什么會向后竄動則是解決問題的關鍵。
3.1機械方面
(1)可能是主減速機高速軸軸向竄動量過大引起的。我們使用千斤頂與百分表配合,測出高速軸的軸向竄動量是0.45mm,小于其正常的竄動量0.5。這種可能性可排除;
(2)可能是聯軸器問題。本驅動系統所用聯軸器是RAK710型聯軸器,其一端與電機相連的是彈性柱銷式聯軸器,另一端與減速機相連的對輪間裝有鋼膜片(見圖1)。通過觀察,聯軸器裝有彈性塊的一側沒有問題,在裝有鋼膜片的一側,發現鋼膜片有輕微變形和少量斷裂,因沒有太大異常,當時把聯軸器方面的原因也排除了。
(1)可能是主減速機高速軸軸向竄動量過大引起的。我們使用千斤頂與百分表配合,測出高速軸的軸向竄動量是0.45mm,小于其正常的竄動量0.5。這種可能性可排除;
(2)可能是聯軸器問題。本驅動系統所用聯軸器是RAK710型聯軸器,其一端與電機相連的是彈性柱銷式聯軸器,另一端與減速機相連的對輪間裝有鋼膜片(見圖1)。通過觀察,聯軸器裝有彈性塊的一側沒有問題,在裝有鋼膜片的一側,發現鋼膜片有輕微變形和少量斷裂,因沒有太大異常,當時把聯軸器方面的原因也排除了。
3.2電氣方面
電氣方面能影響電機主軸竄動的因素就是磁中心線在開停、車時不重合而產生的少量竄動,經與公司電氣主管溝通,結論是磁中線引起的竄動量也是微乎其微,根本不足以引起軸瓦與軸肩接觸摩擦;況且出現軸瓦發熱之前,主電機一直運轉正常,那么電氣方面的原因也可以排除。
電氣方面能影響電機主軸竄動的因素就是磁中心線在開停、車時不重合而產生的少量竄動,經與公司電氣主管溝通,結論是磁中線引起的竄動量也是微乎其微,根本不足以引起軸瓦與軸肩接觸摩擦;況且出現軸瓦發熱之前,主電機一直運轉正常,那么電氣方面的原因也可以排除。
4 應急措施
因為生料庫內的生料已不足以維持窯的正常生產,立磨急需開機,因Z根本的原因沒有找到,情急之下我們采取了應急措施:
拆下的上、下軸瓦經過刮瓦,并用紅丹粉涂沫與軸配研后安裝,發現下軸瓦的側面與主軸軸肩間隙太小,用150mm塞尺測量后,只有0.03mm(見圖3),很明顯,如以這樣的間隙安裝,開機后二者還會摩擦發熱而造成主機再次跳停。于是再次取出下軸瓦,將軸瓦下瓦座與電機前面板間的調整墊片組拆除了一片,厚度2mm(原墊片組共有兩片,一片2mm,一片3mm),使軸瓦安裝后,保證軸瓦側面與軸肩有2mm的間隙。墊片組位置如圖4照片。
拆下的上、下軸瓦經過刮瓦,并用紅丹粉涂沫與軸配研后安裝,發現下軸瓦的側面與主軸軸肩間隙太小,用150mm塞尺測量后,只有0.03mm(見圖3),很明顯,如以這樣的間隙安裝,開機后二者還會摩擦發熱而造成主機再次跳停。于是再次取出下軸瓦,將軸瓦下瓦座與電機前面板間的調整墊片組拆除了一片,厚度2mm(原墊片組共有兩片,一片2mm,一片3mm),使軸瓦安裝后,保證軸瓦側面與軸肩有2mm的間隙。墊片組位置如圖4照片。
5 試車
用汽油清理干凈軸瓦油室,按照拆瓦順序,將拆除墊片后的下瓦座、上、下軸瓦、甩油環、上瓦蓋均安裝到位,移除千斤頂,將鋼膜片聯軸器螺栓按規定的力矩擰緊,檢查現場無雜物,開啟主電機油站,調整油位,于6日零晨30分開啟主電機,現場溫度儀表顯示前后軸瓦溫度均勻上升,半小時后,前軸瓦溫度穩定在58.5℃,后軸瓦溫度穩定在45.1℃,雖比以前正常運行時高10~20℃,但也在正常范圍內,隨開始投料,投料量保持在380t/h,在確保電機軸瓦溫度不上升的情況下慢慢加大投料量至420t/h。
這樣運轉至6日上午10時,主電機前軸瓦溫度又出現了異常,開始不停上升,雖增加風機吹風降溫,但瓦溫仍慢慢逼近先前設置的主機跳停值:70℃。毫無疑問,電機主軸再次后竄,致使軸肩與軸瓦側面接觸摩擦造成軸瓦發熱,不得已于12時15分再次停磨檢查。
這樣運轉至6日上午10時,主電機前軸瓦溫度又出現了異常,開始不停上升,雖增加風機吹風降溫,但瓦溫仍慢慢逼近先前設置的主機跳停值:70℃。毫無疑問,電機主軸再次后竄,致使軸肩與軸瓦側面接觸摩擦造成軸瓦發熱,不得已于12時15分再次停磨檢查。
6 發現原因
我們此次把檢查的重點放在了聯軸器上,移除防護罩,通過對聯軸器的認真檢查,發現裝有鋼膜片的聯軸器兩對輪間距明顯增加(已由規定的29mm增加至37mm),膜片已有多處出現斷裂、松散。看來這才是引起主電機主軸向尾部竄動的罪魁禍首,先前鋼膜片的變形、少量斷裂,已推動電機主軸向尾部方向竄動,但沒有引起我們的注意;又經過中間兩次開停機,已受損的鋼膜片在磨機啟動時巨大扭矩的作用下出現大量斷裂,變形加劇,膜片與膜片之間的間隙進一步變大,于是推動電機主軸向尾部竄動,使軸瓦側面與軸肩再次接觸摩擦而引起發熱。
7 處理方法
Z根本的原因找到了,處理起來也就更有目的性了。拆除損壞的鋼膜片(已完全碎掉,見圖5照片),開啟電機油站,將電機主軸向前頂,使鋼膜片聯軸器兩對輪的間距達到要求值:29mm。更換新的鋼膜片,開機試車,空試沒有問題,帶上負荷后連續運轉兩天,電機前軸瓦溫度穩定在38.2℃,后軸瓦溫度穩定在37.1℃,徹底恢復到了正常狀態。

圖5 碎裂的鋼膜片
8 結束語
本次事故給了我們深刻的教訓,事后技術部的全體人員也作了全面的總結,一致認為這是平時檢查不到位,出現運行故障時分析、查找原因又不徹底而導致在處理這一故障的過程中走了彎路,愿我們的教訓能給讀者朋友帶來幫助。