



淬火時硬度不足的解決方法
2022-01-14在生產(chǎn)中,有時會出現(xiàn)淬火后硬度不足情況,這是熱處理淬火過程中常見的缺陷。“硬度不足”有兩種表現(xiàn),一種表現(xiàn)為整個工件硬度值低,另一種表現(xiàn)為局部硬度不夠或出現(xiàn)軟點。當(dāng)出現(xiàn)硬度不足的現(xiàn)象時,要用硬度試驗或金相分析等方法分析是哪種“硬度不足”,然后從原材料、加熱工藝、冷卻介質(zhì)、冷卻方法以及回火溫度等方面找原因,從而找出解決辦法。
1 原材料方面
1.1 原材料選擇不當(dāng)或發(fā)錯料
應(yīng)該用中碳鋼或高碳鋼制造的零件而錯用低碳鋼,應(yīng)該用合金工具鋼制造的零件而錯用普通高碳鋼都會造成硬度不足或出現(xiàn)軟點。
例一:應(yīng)當(dāng)采用45鋼制造的齒輪,其淬火硬度應(yīng)為60HRC 左右,而錯誤地選擇為25鋼,結(jié)果是硬度380HBS左右。
例二:應(yīng)該用 9Mn2V制造的模具,而錯用成T8鋼,由于9Mn2V與T8鋼的火花較難分 辨,淬火時誤按9Mn2V的淬火工藝淬火,采用油冷,結(jié)果硬度只有50HRC左右。
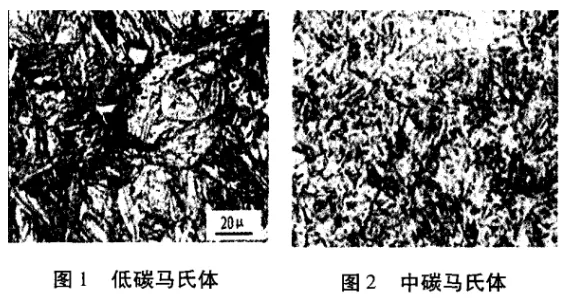
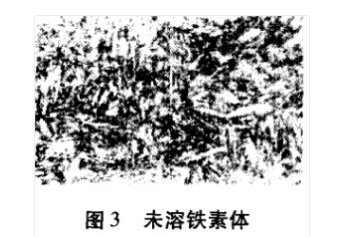
以上兩種情況屬于整體硬度不足,可以用硬度試驗或金相試驗(25鋼淬火得到低碳馬氏體,如圖1所示,45鋼淬火得到中碳馬氏體,如圖2所示)來判定。
解決辦法:
1)設(shè)計時應(yīng)選擇合適的材料;
2)加強材料管理,材料進(jìn)庫前先進(jìn)行化學(xué)分析,然后分類作標(biāo)記,可以有效避免發(fā)錯料;
3)熱處理操作者應(yīng)當(dāng)在操作前進(jìn)行火花分析,以粗略鑒別零件材料是否符合圖紙要求;
4)當(dāng)工件截面較大或工件截面厚薄懸殊時,若采用工具鋼,由于其淬透性不好,會造成大截面處內(nèi)部硬度偏低現(xiàn)象,此時應(yīng)改用淬透性好的合金鋼。
1.2 原材料顯微組織不均勻造成局部硬度不足或出現(xiàn)軟點
顯微組織出現(xiàn)如下情況之一:碳化物偏析或聚集現(xiàn)象,如鐵素體聚集、出現(xiàn)石墨、嚴(yán)重魏氏體組織等都會出現(xiàn)硬度不足或軟點。
解決辦法:在淬火前進(jìn)行反復(fù)鍛打或預(yù)備熱處理 (如正火或均勻化退火)使組織均勻化。
2 加熱工藝方面
2.1 淬火加熱溫度低,保溫時間不足
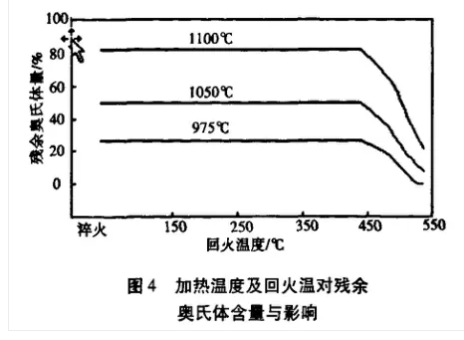
如亞共析鋼,當(dāng)加熱溫度在 Ac3與 Ac1之間(例如25#鋼淬火加熱溫度低于 860℃) 時, 因鐵素體未完全溶入奧氏體,淬火后不能得到均勻一致的馬氏體,得到的是鐵素體和馬氏體,影響工件硬度。從金相分析可見未溶鐵素體 (如圖3所示)。
對于高碳鋼,特別是高合金鋼,如果加熱或保溫時間不足會造成珠光體不能向奧氏體轉(zhuǎn)變,而得不到馬氏體。在實際生產(chǎn)中,上述情況常常是由于儀表指示出現(xiàn)偏差(指示溫度偏高)或爐溫不均勻,使工件實際溫度偏低;對工件厚度估計錯誤,引起保溫時間過短。
解決辦法:
1)控制好加熱速度,避免加熱速度過快,造成爐溫不均勻,同時會造成過早保溫計時,使保溫時間不足;
2)經(jīng)常檢查溫度指示儀表是否完好準(zhǔn)確,避免出現(xiàn)指示儀表顯示到達(dá)溫度,而實際溫度不足的現(xiàn)象;
3)嚴(yán)格按材料手冊確定淬火加熱速度、加熱溫度,防止淬火溫度偏低或偏高;
4)正確估算材料厚度,特別是異形件。
2.2 淬火加熱溫度過高,保溫時間過長
對于工具鋼 (例如T8鋼),當(dāng)其淬火加熱溫度在780℃時得到的是奧氏體和碳化物(Fe3C ),此時奧氏體溶碳量稍高于0.77%,冷卻后奧氏體轉(zhuǎn)變?yōu)轳R氏體。如果加熱溫度過高或保溫時間過長,會造成碳化物 (Fe3C)中的碳大量溶入奧氏體,造成奧氏體溶碳量偏高,同時大大增加其穩(wěn)定性,使奧氏體向馬氏體(A→M) 轉(zhuǎn)變,溫度開始下降,因而淬火后工件中保留了大量的殘余奧氏體 ,得到的組織為M+A’,由于殘余奧氏體具有奧氏體性能,即硬度低,因此造成淬火后硬度下降。加熱溫度及回火溫度對殘余奧氏體含量的影響 (見圖4所示 )。
解決辦法:
1)嚴(yán)格控制淬火加熱溫度及保溫時間,防止過多的碳溶入奧氏體,控制加熱溫度更為重要;
2)降低淬火冷卻速度,或采用分級淬火,使過冷奧氏體充分向馬氏體轉(zhuǎn)變;
3)采用冷處理,使殘余奧氏體向馬氏體轉(zhuǎn)變;
4)采用高溫回火,減少殘余奧氏體,硬度反而會增加。
2.3 淬火加熱時,工件表面脫碳
45#鋼淬火后,通過金相分析,其表面為鐵素體和低碳馬氏體,而磨除表面脫碳層后,硬度符合要求,這種情況經(jīng)常出現(xiàn)在箱式爐?未加保護或保護不良,或在脫氧不良的鹽浴中加熱,造成氧與工件中的碳原子反應(yīng)生成CO,使工件表面含碳量下降,至使其表面硬度不足。
解決辦法:
1)采用有保護氣氛的無氧化加熱爐,如用酒精、甲醇裂解的保護氣氛等方法;
2)采用真空加熱淬火;
3)對于一般箱式爐可應(yīng)用生鐵屑或木炭裝箱密封; 工件表面涂防氧化涂料; 爐內(nèi)放木炭;工件涂硼酸、酒精溶液后再加熱。
3 冷卻工藝問題
3.1 淬火介質(zhì)選擇不當(dāng)
該用水淬或鹽浴的工件而采用油冷,則因冷卻能力不夠,冷卻速度過慢,在冷卻過程中奧氏體發(fā)生向珠光體類型組織轉(zhuǎn)變 ( A→P ),而得不到馬氏體(M) (特別是在工件芯部),致使工件的硬度偏低,如T10制作的手錘在油中淬火,硬度只有 45HRC左右,通過金相分析,可見得到的是托氏體組織而不是馬氏體。
解決辦法:必須根據(jù)工件材料、形狀大小來選擇恰當(dāng)?shù)睦鋮s介質(zhì)。
3.2 淬火介質(zhì)溫度的影響
在水淬時,大批零件連續(xù)淬火,如果沒有循環(huán)冷卻系統(tǒng),則造成水溫上升,冷卻能力下降(見表1),會出現(xiàn)淬不硬的現(xiàn)象。在油冷時,開始淬火時由于油的溫度低、流動性差,因而冷卻能力不強,造成淬不硬。

解決辦法:水淬時應(yīng)采用循環(huán)冷卻系統(tǒng),保持水溫在 20℃左右為宜; 油冷時,特別是開始時應(yīng)對其適當(dāng)加熱,使其溫度達(dá)到 80℃以上為宜,這就是淬火時常說的“冷水熱油”的道理。
3.3 淬火時介質(zhì)過于陳舊
當(dāng)含有較多雜質(zhì)的堿(鹽)浴或水分過少時,易產(chǎn)生淬火軟點。
解決辦法: 應(yīng)及時更換淬火介質(zhì)及控制堿(鹽)浴中的水分。
3.4 冷卻時間控制不當(dāng)
當(dāng)用碳鋼制造開關(guān)復(fù)雜或截面較大零件時,為防止其變形開裂,采用水淬——油冷。零件在水中停留時間過短或從水中取出后在空氣中停留時間過長再轉(zhuǎn)入油中,由于零件自身溫度較高,特別是芯部冷卻速度慢,而不能得到均勻完全的馬氏體。
解決方法:恰當(dāng)控制水冷時間,若用鉗子夾持工件時,當(dāng)手感覺不到振動時,立即轉(zhuǎn)入油中; 對于型腔較大模具應(yīng)將廢料先排除,減小工件厚度,然后再淬火。分級淬火時,在鹽浴中停留時間過長發(fā)生貝氏體轉(zhuǎn)變造成硬度不足。
總之,淬火不足現(xiàn)象經(jīng)常發(fā)生,操作者應(yīng)根據(jù)不同情況,具體分析,找出原因加以可以克服的。
(作者:周秀海、孫秀華,來源:農(nóng)機使用與維修)