



液壓挖掘機連桿開裂原因及改進方法
2019-11-01陳紅杰 王賓
(山東交通職業學院,山東省濰坊市濰縣中路 8號261206)
1.開裂現象(山東交通職業學院,山東省濰坊市濰縣中路 8號261206)
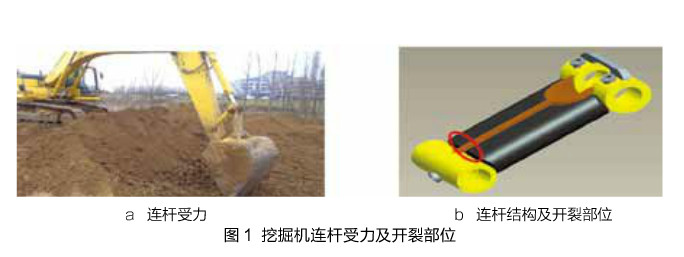
某型號30t級多臺挖掘機均出現鏟斗連桿(以下簡稱連桿)開裂故障。該連桿用于連接鏟斗缸和鏟斗,是挖掘機作業時的重要受力部件。挖掘時,鏟斗缸產生的推力通過連桿傳遞到鏟斗上,連桿承受較大的壓力。卸土時,鏟斗自身質量及斗內粘接的土壤對連桿產生較大的拉力。由此可見,連桿承受較大的交變載荷。連桿受力如圖1a所示。
該型挖掘機連桿下端銷套與鏟斗連接,上端銷套與鏟斗缸活塞桿連接。中間連接部分為16mm厚的筋板,兩側用22mm厚鋼板彎曲成彎板,筋板和彎板材料均為Q345B型鋼,與上、下端銷套焊接在一起。連桿結構及開裂部位如圖1b所示。
2.原因分析
(1)受力分析
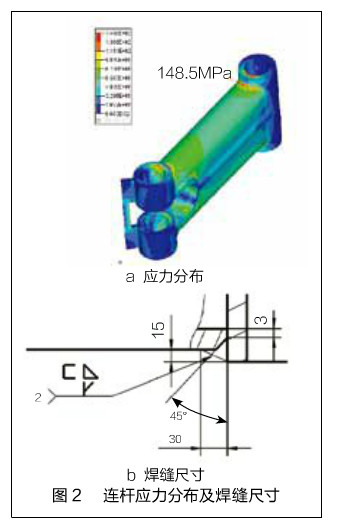
應力我們采用四面體二階單位方式劃分有限元網格,并對焊縫位置的網格進行加密處理,然后對連桿進行有限元模型受力分析。連桿有限元模型分析結果如圖2a所示。有限元分析結果表明,在連桿開裂處存在應力集中,該應力達到148.5MPa。我們用計算出的應力與連桿所用材料進行屈服應力對比(148.5:345),計算出連桿的安全系數為2.32,該安全系數大于設計要求的安全系數2,因此連桿結構及材料的選型符合強度及安全系數要求。
焊縫我們對連桿焊縫尺寸及焊接強度進行分析,其焊縫結構及尺寸滿足設計強度要求。連桿焊縫尺寸如圖2b所示。
我們用火焰切割方法對開裂的連桿進行剖切,發現焊縫內側外觀質量差,焊縫內部焊接缺陷嚴重,由此初步判斷是焊接不良導致焊縫開裂。
我們對開裂部位的剖面進行精加工后,發現銷套、筋板和彎板組對時3者之間的間隙過大,即工藝要求組對間隙小于2mm,實際組對間隙超過10mm。工人焊接時,為了能夠完成焊接,只能在內側用焊縫填補間隙。由于內側空間狹小,不便于施焊,導致內側焊接缺陷嚴重,焊縫強度不足,從而出現開裂故障。
(3)焊接質量分析
由于連桿開裂的主要原因是焊接質量存在問題,我們對影響連桿焊接質量的焊接材料、焊接設備、焊接人員、焊接操作方法和焊接環境等5個方面因素,進行了詳細分析并繪制了因果關系圖,如圖3所示,通過對5個方面因素進行分析,Z終排查出的可能原因有彎板下料尺寸不符合要求、連桿結構工藝性差、焊縫尺寸不符合要求、組對間隙不符合要求等4個方面。

3.改進方法
(1)調整制造工藝
為解決彎板、銷套組對間隙過大問題,我們在制造工藝方面重新調整生產流程,由以前的下料→開坡口→折彎成型→組對→焊接→機加工→檢驗入庫,調整為下料→折彎成型→修型→開坡口→組隊→組隊間隙檢查→焊接→焊縫超聲波探傷→機加工→檢驗入庫。將折彎成型調整至開坡口之前,并且增加組對間隙檢查及焊縫超聲波探傷工序。改進后的制造工藝具有以下5個特點:
一是在下料工序時保留修型余量,避免由于折彎成型后扭轉以及下料尺寸不準確導致的組對間隙過大現象,以便在修型工序中,根據折彎后的實際尺寸按圖紙要求現場切割到圖紙尺寸。
二是在折彎成型工序上增加折彎專用模具,防止彎板折彎時扭轉錯位,從而避免組對間隙不均勻。
三是增加組對間隙檢查,確保間隙小于2mm,檢測不合格時要進行返修,避免出現間隙偏大現象。
四是增加焊接后的超聲波探傷,以便檢查出焊接缺陷。
五是要求焊接操作工按企業內部質量控制等級進行焊接作業,要求坡口機器人的操作人員具備2年以上實際操作經驗,要求超聲波探傷人員持有國家承認的相應證書。
(2)改進設計方案
在制造工藝進行調整和管控后,連桿開裂現象得到了有效控制。但制造成本增加較大。
為此我們決定進一步改進連桿設計方案,以便從根本上解決連桿開裂問題。
我們對連桿結構重新進行了優化設計,取消了彎板折彎結構,將連桿結構由原來的腔體結構優化為工字形結構,采用平板角接設計方案,直接由板材下料、開坡口、角接焊接,由此避免了原結構帶來的種種弊端。改進設計后的連桿結構如圖5a所示。
改進后我們對連桿進行有限元分析,連桿有限元模型分析結果如圖5b所示,結構改進后整體的應力值與老結構相當,滿足強度要求。
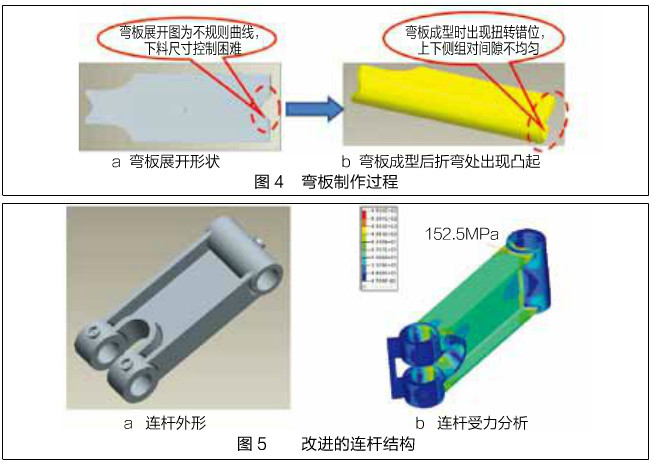
由于工字形連桿結構簡單,易于下料制作,下料效率大大提升,在焊接工藝上也相對簡化,避免了制造工藝復雜增加連桿開裂的風險。不需要投入彎板成型模具,減少了工裝模具的投入,大大降低了制作成本。
新的工字形結構連桿不但在強度上滿足挖掘機的使用要求,而且使其輕量化,質量由原來的155kg降至139kg,減少了材料成本。工字形連桿結構具有較高的經濟實用價值,該結構連桿已在其他挖掘機推廣應用。本論文得到山東省高等學校優秀青年教師國內訪問學者項目經費資助。
本文選自《工程機械與維修》2016年第6期