



冷軋機軋輥軸承的失效分析和改進措施
2021-10-20蘇凌西
摘 要:從裝配和使用兩個方面分析了冷軋機軋輥軸承的失效原因,提出了相應的改進措施。實踐表明,采取措施保證軸承的潤滑和配合,Z為重要也Z為有效。
1 前言
軋輥軸承如同軋輥是冷軋機的重要部件,由于工作負荷大、工況條件差、易進水、難拆裝等原因,導致軸承壽命短、易損壞,影響冷軋產品的產量、質量,也增加了軋制成本。因此,分析軋輥軸承的失效原因,探索操作改進措施十分必要。
2 故障現象
(1)軸承拆裝過程中。常見的缺陷是軸承拆卸清洗干凈后,發現內圈、外圈滾道部位表面疲勞損傷(麻面),比較少見的缺陷是內圈外圈發燒變色,硬度下降,產生裂紋,滾動體破損,保持架斷裂等故障。
(2)軋制使用過程中。常見的故障現象是軋輥軸承發熱升溫,有時伴有異常響聲;偶爾可見冒煙卡死等嚴重事故。
3 原因分析
3.1 軸承內圈外圈滾道表面疲勞損傷(麻面)
除了使用已久正常磨損之外,主要是因軸承潤滑不良,致使軸承滾動體和內外圈的摩擦磨損加劇,表面產生疲勞損傷,微小材料不斷從金屬表面剝落,積累在滾動體和滾道之間滾軋,造成表面應力集中,產生疲勞裂紋,裂紋擴展致使部分材料表面剝落,形成麻面,如此反復,惡性循環。
潤滑不良的常見原因是擋水圈和軸承座構成的迷宮密封磨損,間隙過大;或者唇形密封橡膠老化、彈簧松弛等問題。造成密封不嚴或者失效,軋制乳化液泄漏進入軸承座內,致使潤滑油脂稀釋變質、潤滑不良,這種現象以及出現的問題在下輥軸承尤為突出。
擋水圈和軸承座構成的迷宮密封之所以磨損,一種原因是軸承裝配存在問題,軸承座定位有誤,接觸摩擦到了擋水圈迷宮密封部位;第二種原因是軋制過程中軸承嚴重損壞,導致擋水圈和軸承座的相對位置發生了變化,迷宮密封部位相互接觸摩擦磨損;第三種原因是軸承內圈軸向松動,致使擋水圈軸向失去緊固定位。
3.2 內圈外圈發燒變色、硬度下降
這是比較嚴重的軸承故障,通常是因軸承嚴重發熱升溫,造成內圈和輥軸(頸)的過盈配合變成間隙配合,相對旋轉滑動(跑內圈);外圈和軸承座發生相對旋轉滑動(跑外圈)。跑內圈和跑外圈又進一步加重軸承發熱升溫,如此反復,惡性循環,內圈、外圈發燒變色,硬度下降;還有一種跑內圈是其軸向固定發生松動所引起,例如用于固定軸承內圈的輥(軸)端螺栓沒有緊固,或者軋制中松動,或者軋輥軸向力太大,造成螺栓斷裂。
3.3 Z嚴重的軸承故障
內圈、外圈破裂,滾動體破損,保持架斷開,甚至軸承冒煙卡死,這是Z為嚴重的軸承故障。主要原因是內圈、外圈屬于薄壁件,并且質硬而脆,抗壓抗磨能力強,抗彎抗剪能力弱,必須緊密依靠剛性良好的輥軸(頸)和軸承座,才能承受滾動體的集中壓力。換言之,內圈、外圈所受滾動體的集中壓力,必須直接傳到剛性良好的輥軸(頸)和軸承座上而不能獨擔。如果內圈和輥軸(頸)配合不好、外圈和軸承座配合不好,便有可能發生內圈、外圈獨擔破裂等問題。因此輥軸(頸)和軸承座的尺寸、形狀和表面等都必須符合技術要求。一般合格的新的軋輥和軸承座不會出現問題,舊輥和舊座則有可能存在問題。
冷軋帶鋼速度較快,跑偏斷帶超壓過載的意外事故很難避免。在過載保護措施不完善的情況下,這種沖擊力有可能破壞軸承,發生跑內圈、跑外圈甚至破裂卡死等嚴重故障,繼而損傷輥軸(頸)和軸承座等部件,使其尺寸、形狀、表面等嚴重磨損產生溝槽或者變形。
如果裝配軸承時沒有仔細檢查測量、發現問題,或者發現問題沒有修復處理就安裝使用,那么,在軋制沖擊載荷作用下,軸承內圈 、外圈更加容易破裂,繼而破壞滾動體和保持架等部件。例如,某廠冷軋機曾經有個軸承座,裝入的軸承外圈比較易裂。經過仔細檢查測量,發現軸承座內孔受力部位磨損刮傷比較嚴重,形成橢圓和溝槽,超差 0.3mm以上。加工修整之后再用,故障消失情況正常。
上述軸承損傷和潤滑不良等問題,都會造成軸承發熱升溫異常。通過觸摸檢測軸承座溫度,便可作出有效判斷,簡單易行,實用可靠。
4 解決辦法
4.1 潤滑不良和內外圈滾道表面疲勞損傷(麻面)
(1)裝配軸承時,要清洗干凈,仔細檢查迷宮、唇形等密封,嚴格按照要求進行裝配和加注潤滑油脂。
(2)采用油氣潤滑改造取代傳統的油脂潤滑,是較好的選擇。油氣潤滑技術先進,工作可靠,經濟效益十分顯著。油氣潤滑較其它潤滑方式具有如下優點:
(1)油的利用率Z高,耗油量僅為油脂潤滑等其它潤滑方式的 1/5 以下。
(2)壓縮空氣在軸承座內保持正壓,從而有效防止軋制乳化液的侵入。用在易進乳化液的下輥軸承,效果尤其明顯。
(3)不會像油脂潤滑那樣從軸承座內外泄,污染軋制乳化液;也不會像油霧潤滑那樣從軸承座內外泄,污染環境。
(4)拆裝軸承干凈省事,便于檢查,延長周期,減少人員。
(5)系統監控完善可靠,可以避免軸承缺油運轉。
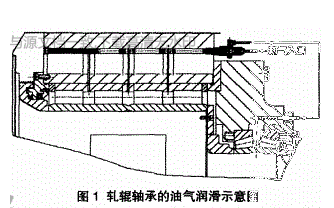
(6)軸承壽命提高 3~6 倍,大大減少軸承的消耗成本和備件數量。因此,油氣潤滑特別適合工況條件差的冷軋機軋輥軸承的潤滑。某廠有臺可逆軋機的軋輥軸承原設計為油脂潤滑,改造換成油氣潤滑之后(如圖 1 所示),取得了顯著的潤滑效果和經濟效益:軸承壽命成倍增加,兩年左右便收回了投資。
對于裝機水平低的中小冷軋機軋輥軸承潤滑,也可考慮采用油霧潤滑改造取代油脂潤滑。某廠采用油霧潤滑改造取代了一臺冷軋機的軋輥軸承油脂潤滑,也取得了明顯的潤滑效果和經濟效益:軸承壽命延長一倍以上,兩年左右收回投資。
外圈通常固定不轉,受力磨損部位局限在 90°范圍之內,不像內圈那樣旋轉、受力磨損比較均勻。因此外圈應當定期旋轉 90°安裝使用,可以均勻外圈的受力磨損,延長使用壽命。
正確安裝軸承并且可靠加以固定,完畢還要仔細檢查;軋制使用中的發熱升溫和響聲異常等故障要及時發現處理,避免發展成軸承破碎、定位改變的嚴重故障。這樣便從安裝和使用兩個方面,避免了擋水圈和軸承座的迷宮密封發生磨損破壞。
4.2 內外圈等部件發燒變色,斷裂破碎、冒煙卡死
裝配:裝配前仔細檢查測量軸承、輥軸(頸)和軸承座等的表面、尺寸、形狀以及游隙等,保證配合要求。出現表面粗糙、尺寸超差、形狀改變等問題,必須及時修理解決,方法述下。
(1)輥軸(頸):
直徑變小,≯0.5mm時,用磨軸后鍍鉻的方法修復;
直徑變小,0.5~1.0mm 時,可用磨軸后電刷鍍鎳的方法修復;
直徑變小,大于 1.0mm 時,可用磨軸、然后配購非標軸承內圈的方法解決;
(2)軸承座內孔:
直徑或形狀變大,≯1.0mm時,可用電刷鍍鎳的方法修復;
直徑或形狀變大,>1.0mm 時,可用機加工修整內孔,然后配購非標軸承外圈的方法修復使用。
輥軸(頸)和軸承座磨損變形的各種修復方法各有利弊和局限,需要根據具體條件加以選擇。
熱裝內圈的加熱溫度嚴格控制在 100℃。
定期檢查測量軸承座和軋機牌坊的尺寸和配合,磨損嚴重間隙超差,就要及時進行修復,以免軋制時產生過大沖擊負荷或者造成軋輥軸線不相平行,產生過大軸向力,損壞定位軸承和輥(軸)端螺栓,引起內圈松動。輥(軸)端螺栓一旦斷裂,就要及時處理以絕后患。
例如,某廠軋輥軸承輥(軸) 端螺栓原設計為M12,使用之中曾經發生斷裂,造成內圈松動。后來加大到 M16,再沒出現問題。
使用軋制過程中要重點關注軸承(座)發熱升溫情況,發現異常及時停機換輥,避免發生跑內圈、跑外圈甚至軸承斷裂破碎、冒煙卡死等故障和事故,同時避免磨損和損傷輥軸(頸)和軸承座等部件。
5 結束語
某廠按照上述方法改進了軋輥軸承的裝配和使用,尤其是采用了油氣(霧)潤滑改造取代油脂潤滑;及時修復嚴重磨損的輥軸(頸)和軸承座以保證配合要求。改造后,取得明顯成效:軸承壽命延長 1~3倍,軋制產量和質量明顯提高,生產成本顯著降低。
(來源:新疆鋼鐵)