



柴油發動機主軸承座孔壞了,該如何修復?
2021-10-20康明斯 (Cummins)N H220CI發動機為直列六缸四沖程水冷直噴式柴油機,是小松D80A一12斜角鏟式推土機的動力源,因使用不當,造成嚴重燒瓦事故。經拆檢,一、二、四道主軸頸、主軸承座孔拉傷、變形,一、三缸連桿瓦燒瓦,其他部位(配氣結構、活塞等)均未受損,其中主軸承座孔又以下瓦蓋(主軸承蓋)變形較為嚴重,上瓦蓋(機體側主軸承座)也有變形,但相對較小。
1 事故原因分析
取機油樣檢查發現,油樣中金屬磨損顆粒、切屑狀顆粒、銅合金及粘附一擦傷顆粒數量大大超出正常范圍,且有明顯的高溫氧化特征,并伴有明顯腐蝕現象,同時,理化性能檢測表明,油品已嚴重氧化,清凈分散性已基本喪失,污染度等級嚴重超標,膠質、微細積炭顆粒濃度較大,對油樣進一步化驗,堿值大大降低,幾乎為零,粘度較大。事故分析表明,濾芯損壞導致潤滑油嚴重污染是事故的主要原因。
燒瓦時由于主軸瓦較少粘連在曲軸上,沒有抱死,發動機繼續工作,曲軸與軸瓦潤滑失效,則產生大量熱。由于上下瓦蓋(座)結構的差異。各部冷卻不等速,熱應力分布不均勻,造成各瓦蓋及瓦座變形不一。
2 修復方案確定
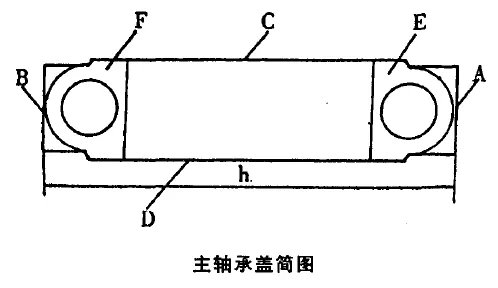
根據我們現有的設備和條件,經過分析論證,制定如下維修方案(見圖):
(1) 主軸承蓋的B,F 面變形后不共面,則以C或D面為基準面。用萬能工具磨削B,F 面,使之共面。
(2) 為了保證主軸承蓋A,B兩側面與汽缸體間的過盈量,同時又不產生較大的變形和內應力,則對主軸承蓋的A,B兩側面,用半自動Cq氣體保護焊進行小規模堆焊,然后以C,D,B,F面為基準面,在萬能工具磨床上磨削至所要求的配合尺寸。
(3) 將已修復的主軸承蓋及未磨損的主軸承蓋按要求裝到機體上,對一、二、四道主軸承座孔撞削(大于原孔徑),再用線材電弧熱噴涂修復,Z后進行撞削至基準尺寸。
3 修復工藝流程及規范
(1) 因為主軸承蓋變形差異較大,A,B兩側面與機體接觸面的間隙不同,為保證主軸承蓋螺孔與機體側螺孔的中心線一致,應按實測的A,B面與機體的間隙,分別堆焊、磨削兩側面。
具體流程及規范如下:
①堆焊前測量。測A,B面的實際距離h,并記下所測的位置,此位置為基準測量點。
②工件預熱至200℃。
③施焊。用01.2毫米粗的08Mn2Si焊絲,電壓21伏,電流100安,送絲速度2.0米/分堆焊A面。
④隨爐冷卻。
⑤磨削。以C,D,B,F為基準面找正,板正三面互相垂直,磨削至h+8+0.015毫米(a為A面為機體的間隙)。
⑥修邊整形。再以上述過程修復B面。
(2) 主軸承座孔的修復工藝及規范如下:
①按要求裝配好主軸承蓋。
②銼削。以未磨損主軸承座孔為基準,用幢瓦機幢削一、二、四道主軸承座孔至必121.5毫米。
③拆下主軸承蓋進行噴砂處理,氣壓0.65兆帕(6.5kg/cm2),砂粒為石英砂。
④噴涂。鎳包鋁打底,然后用必1.6粗的鋁青銅焊絲噴涂,其主要規范:電壓35一40伏,電流100一130安,氣壓0.55一6兆帕(5.5一6kg/cm2)噴涂距離100-150毫米,送絲速度1.3一1.6米/分,涂層厚度為1.0--1.5毫米。
⑤清理后裝配主軸承蓋。
⑥撞削。粗幢至120.3毫米,精鑊至基準尺。
⑦用微型手砂輪修整瓦片定位槽。
經上述工 藝修復的機體裝車試用,工況正常。現已工作兩個大修期,每次拆后檢查,都完好如初。
(來源:網絡,版權歸原作者)