



距離編碼直線光柵尺在數控機床上的應用
2021-09-03薄永柱1 劉永吉2 李忠瑋3
(1. 沈陽機床股份有限公司沈一車床廠;2. 沈陽機床股份有限公司;3. 中捷機床有限公司)
摘 要:隨著對數控機床加工精度的要求越來越高,使用電機編碼器作為位置反饋的方式已經不能滿足精度需求。使用光柵尺構成的全閉環(huán)控制方式可以實現高精度和精度穩(wěn)定性。本文首先介紹了海德漢光柵尺的原理。之后給出了在FANUC 數控系統(tǒng)上的應用方法。
關鍵詞:數控機床;光柵尺;應用
數控機床廣泛運用于加工、石油、汽車等領域,是工業(yè)企業(yè)提高技術水平的有效手段,也是未來發(fā)展所需。數控機床的精度直接影響到加工零件的精度,普通伺服電機上安裝的編碼器精度不高,不適于高精加工的要求,為了滿足高速高精的要求,我們在數控機床上安裝了用于檢測位置的光柵尺。被放置在滑板上的光柵尺包含了進給機構全部的機械環(huán)節(jié),不存在額外的機械部件產生的誤差,因此光柵尺可以檢測出機械傳動過程中的誤差,并能在控制系統(tǒng)電路中給予修正,它可以消除以下潛在的誤差源 :①由于滾珠絲杠溫度特性導致的位置誤差。②反向間隙。③滾珠絲杠螺距誤差的運動特性誤差。因此,光柵尺已成為滿足高精度定位和高速加工機床不可或缺的必備條件。本文以海德漢距離編碼直線光柵尺為例,介紹了在 FANUC 數控系統(tǒng)上的應用方法。
1 距離編碼光柵尺簡介
(1)光柵尺的簡介。作為位置檢測元件,光柵尺是以光柵柵距為基準對位置進行測量。一般的光柵尺是根據莫爾條紋的原理進行測量的。光柵尺通常由標尺及讀數頭等部件構成。通常情況下,標尺安裝在機床的固定部件上,讀數頭則安裝在運動部件上。在讀數頭中裝有指示光柵。
(2)距離編碼原理。通常情況下進給軸需要安裝返回參考點所需的減速開關,但是當使用距離編碼參考點標志的直線光柵尺時就不需要這種減速開關,并可以實現返回參考點。這樣在實際使用中,特別是對于行程較長的進給軸,就非常方便。距離編碼參考點標志的位置測量元件的基本原理是采用兩組參考標志通道,其中一個是標準柵格標志通道,另一個是與前一個平行的帶距離編碼參考點標志通道。每通道中的兩個參考點標志之間的距離相同,但兩通道之間兩個相鄰參考點標志的距離是變化的,每運動一段距離后增加一個固定值。通過這個距離,進給軸就可以確定所處的位置,具體原理如下圖所示:
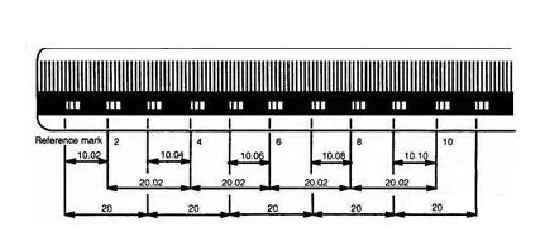
圖1 光柵尺判斷位置示意圖
如上圖所示,當讀數頭從標尺的A點,途徑B點,運動到C點后,CNC根據檢測到數據為10.02判斷進給軸目前在哪個參考點位置。同樣的,讀數頭從標尺的B點,途徑C點,移動到D點后,CNC根據檢測到的數據是10.04就可判斷進給軸目前在哪個參考點位置,因此想要判斷進給軸的位置,只需其移動任意超過兩個參考點距離就可實現。帶距離編碼光柵尺具備普通光柵尺沒有的優(yōu)點,特別是在大型機床上更加顯著,例如回參考點的速度更快,并可在兩個方向回參考點,這很好地解決了某些特殊機床不適合移動軸全程回參考點的問題。
2 光柵尺的在FANUC系統(tǒng)上的應用
下面將以海德漢公司的帶距離編碼參考點標志光柵尺在 FANUC 數控系統(tǒng)上的應用為例,介紹具體應用方法。
2.1 相關參數設定
在發(fā)那科數控系統(tǒng)中使用帶距離編碼的海德漢光柵尺,需進行如下參數的設置 。通過參數 1815 的位(OPT)和參數 1815 的第二位(DCL)設置光柵尺使用類型。
參數 1802 的位(DC4)。
參數 1821 :用于設置 Mark1 相鄰兩個標準參考點標志柵格間距。
參數 1882 :用于設置 Mark2 相鄰兩個標準參考點標志柵格間距。
參數 1883 :用于設置光柵尺理想的原點與參考點之間的距離。
以海德漢公司的 LB382C 型光柵尺為例,參數設置如下所示。可以看出相鄰兩個 Mark1 之間的距離為 50mm,相鄰兩個 Mark2 之間的距離50.020mm. 相關的參數設置為 :將參數 1802 的位(DCL)設置為 0,即使用三參考點的方式檢測回零點。
參數 1821 設置為 50000,其單位為數控系統(tǒng)的Z小檢測單位。
參數 1882 設置為 50020,其單位為數控系統(tǒng)的Z小檢測單位。
參數 1883 設置 1,即機床重新上電后回零。
機床重新上電后通過 3 次移動計算坐標零點的位置。
參數 1883 設置完成后就建立了進給軸的參考點。斷電后再上電就需執(zhí)行回零操作,進給軸走停 3 次后,根據光柵尺的檢測數據計算出當前位置的機械坐標?坐標。并給該進給軸的機械坐標和坐標進行賦值,無需把回零操作完全執(zhí)行結束,就能建立進給軸參考點。類似于式編碼器的回零方式。
2.2 控制方式
(1)按照上述方式對相關參數進行設置。
(2)確認機床的位置 :因為兩個通道的參考點標志之間的距離是不同的,系統(tǒng)可以準確地判斷出進給軸所處的是哪一個參考點,并計算出進給軸的位置,但這個位置并不一定是機床原點,所以還需要通過一個原點偏移參數來計算。參數 1883 就是這樣的參數,該參數的設置值就是參考點到機床原點的距離。
通過以上的設置就完成了帶距離編碼參考點標志光柵尺在 FANUC 數控系統(tǒng)中的應用。
3 結 語
具有長行程進給軸的大型數控機床,在安裝了帶距離編碼參考點標志的直線光柵尺后,極大方便了日常的使用和操作,如可以以更快的速度返回參考點 ;可在兩個方向進行回零。
在某些特殊情況下,如帶中心架的車床,原來 Z 軸回零操作比較繁瑣,但是應用帶距離編碼參考點標志的直線光柵尺后,這個問題就很好地解決了。
來源:《世界有色金屬》 2018年第22期