



挖掘機斗桿軸座焊縫裂紋產生的原因及控制措施
2021-04-28單海洋 王國友
1.故障現象
隨著自動化技術的發展,挖掘機斗桿逐步由機器人焊接代替手工焊接。某型號挖掘機斗桿在使用焊接機器人焊接(MAG焊)后,在斗桿II軸軸座環狀焊縫出現裂紋,如圖1所示。

斗桿是挖掘機的關鍵結構件之一,在作業過程中承受交變載荷。本文分析斗桿II軸軸座環狀焊縫裂紋產生的原因,并提出控制措施。
2.原因分析
焊縫裂紋可分為熱裂紋和冷裂紋,其中熱裂紋又分為結晶裂紋、高溫液化裂紋和多邊化裂紋;冷裂紋又分為延遲裂紋、淬硬脆化裂紋和低塑性脆化裂紋。斗桿II軸軸座環狀焊縫裂紋的位置,處于軸座與斗桿板材接合部位,其中II軸軸座材質為35號鍛鋼,板材材質為Q345B鋼板。焊接機器人焊后立即出現裂紋,初步判定是熱裂紋中的一種。
結晶裂紋是在焊縫液態金屬結晶過程中,殘余液態金屬不能滿足焊縫凝固和收縮需求而產生的裂紋。結晶裂紋主要產生在含雜質較多的碳鋼、低合金鋼和單相奧氏體鋼的焊縫中,一般位于焊縫中心且沿焊縫中心縱向開裂。斗桿II軸軸座環狀焊縫裂紋與結晶裂紋出現的位置及時間相符,由此可證明其為結晶裂紋。
分析認為,產生結晶裂紋的因素主要有以下2個方面:一是金屬材料中的金屬元素及雜質增大脆性溫度區,增大材料脆性敏感區;二是焊接工藝中存在的缺陷增大了焊縫應力、減小了液態金屬的流動性和補充量。
3.母材化學元素的影響
由于焊縫中C、Mn、Si、S、P等化學元素對結晶裂紋影響較大,我們對II軸軸座和斗桿化學成分性能進行了分析。II軸軸座和斗桿的化學元素含量如表1和表2所示。


當焊縫中S、P含量過多時,會引起成分偏析,產生低熔點共晶,增加結晶裂紋傾向。當C含量過多時,會造成結晶溫度區間增大,可導致脆性溫度區間增大。Mn具有脫硫作用,當C含量小于0.16%時,隨著錳硫比(Mn/S)的增大,結晶裂紋傾向減小;當C含量大于0.16%時,P對形成結晶裂紋的作用超過了S,增加Mn含量對結晶裂紋沒有明顯影響。Si含量較少時,有利于防止結晶裂紋的產生,但是當Si含量大于0.42%時,焊縫中會形成低熔點的硅酸鹽,從而增加結晶裂紋傾向。從表1和表2可知,這2種鋼材中的S、P元素含量在標準范圍內,而Q345B材質中Si含量偏多,有可能增加結晶裂紋傾向。
通過對比斗桿其他位置焊縫,同樣存在35號鋼鍛件與Q345B板材間的焊縫,但是并未出現焊縫裂紋,只有斗桿II軸軸座位置出現焊縫裂紋,由此可以推斷,該焊縫裂紋與II軸軸座和斗桿的化學元素含量關聯度不大。
4.控制措施
在分析斗桿II軸軸座環狀焊縫裂紋類型及其產生的原因和母材化學元素的影響后,我們制定并實施了該焊縫裂紋的控制措施,如下所述。
(1)調整焊接順序
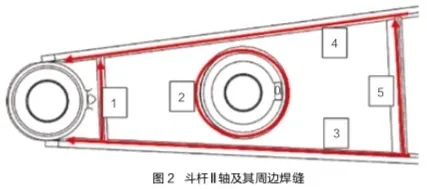
斗桿II軸及其周邊每側共有5道焊縫,原焊接順序為焊縫1→焊縫2→焊縫5→焊縫3→焊縫4,如圖2所示。
為降低焊縫冷卻速度,采用焊前預熱、焊后緩冷方法,但該方法對焊接機器人的焊接效率影響較大,造成焊接機器人利用率降低。很顯然,原焊接順序對焊縫2的預熱效果、改善液態金屬凝固過程中應力狀態、增加液體金屬補充量均不利。
為使焊縫2取得良好的焊接效果,我們對斗桿II軸及其周邊焊縫焊接順序進行了調整,調整后的焊接順序為:焊縫1→焊縫5→焊縫3→焊縫4→焊縫2。即先焊接焊縫2周圍的焊縫,通過熱傳導作用將熱量傳遞至焊縫2,相當于預熱后再焊接焊縫2。為降低焊縫2周圍焊縫熱應力的影響,在焊完焊縫4后,待焊縫2溫度場降低為150°C左右時再進行焊接。
(2)調整焊接參數
液態金屬補充量主要受焊接速度和焊接機器人焊槍角度影響。降低焊接機器人的焊接速度,可提高焊縫焊接熱輸入量。為此,我們將焊接速度由5.5mm/s降低為5.0mm/s,焊縫熱輸入量提高10%左右。
影響焊縫成形系數B/H(單道焊縫橫截面上焊縫寬度B與焊縫計算厚度H的比值)的主要因素為焊接電流及電壓,查閱有關文獻得知,降低電流、增加電壓可增大成形系數。原焊縫焊接電流、電壓值分別為300A和28V,經計算及現場焊接驗證,決定選用焊接電流及電壓值為290A、31V,以此用于焊接機器人的焊接參數值。按照調整后的焊接電流、電壓值進行焊接,焊縫熱輸入可提高7%左右。
調整焊接機器人焊槍角度。原焊接機器人的焊接方式為推式焊接,焊槍與焊縫成110°角,焊縫收弧存在弧坑,容易產生弧坑裂紋。為此,將焊槍與焊槍運行方向角度調整為90°角,調整后焊縫收弧不存在弧坑,可避免出現弧坑裂紋。
實施上述控制措施后,解決了焊接機器人焊接斗桿II軸軸座產生焊縫裂紋問題,有效避免了焊接缺陷,提高了斗桿制造質量。
本文選自:《工程機械與維修》雜志2017年第5期