



輥壓機行星齒輪減速機的損壞原因及維護
2021-01-20馬建軍,李昌友,張昌煜,黃先立
(中材萍鄉水泥有限公司)
摘 要:介紹了輥壓機行星齒輪減速機的主要結構和特點,針對水泥生產線輥壓機行星齒輪減速機的常見故障及原因進行了分析,并提出了處理方法。實踐證明,只有加強行星齒輪減速機制度化的日常維護,采用創新維保技術,利用新興的狀態監測和故障診斷技術等科學管理手段,才能保證設備長久穩定運行。
關鍵詞:輥壓機;行星齒輪減速機;損壞原因;科學維護
輥壓機是水泥生產線的主要設備之一。行星齒輪減速機作為輥壓機的主要備件有不可替代的作用。行星齒輪減速機具有重量輕、體積小、傳動比范圍大、效率高、運轉平穩、噪聲低、適應性強等特點,其設備的運行狀態直接關系到生產效率的高低,軸承或齒輪一旦損壞將對生產線的連續運轉產生重大影響,做好行星齒輪減速機的維護保養是輥壓機粉磨系統高效運轉的基礎保障。本文對行星齒輪減速機在使用和運行中的使用技巧進行探討,以延長服役生命周期,減少故障率。
1 輥壓機配套行星減速機傳動系統
輥壓機主要由兩臺主電動機、兩臺行星齒輪減速機及收縮套組成的傳動、輥子、輥子支承、機架、扭矩支承、液壓加壓裝置、潤滑裝置、喂料裝置等部分組成。輥壓機的兩個壓輥分別由電動機經萬向聯軸節、行星齒輪減速機驅動。行星齒輪減速機安裝在輥子軸端并用收縮套緊固,同時與扭矩支承連接(圖1輥壓機傳動系統)。
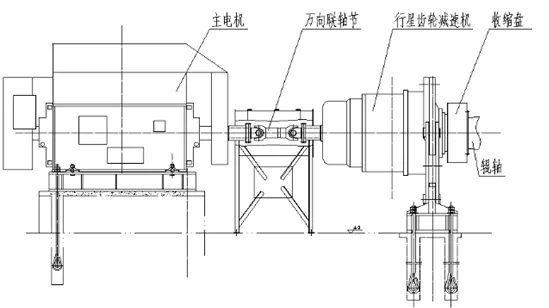
圖1 輥壓機傳動系統圖片
2 行星齒輪減速機主要結構
輥壓機行星齒輪減速機主要傳動為:由輸入齒輪軸輸入動力,經一級平行軸齒輪、兩級行星傳動減速,可實現大減速比,大輸出扭矩。減速機工作時,后機體懸掛安裝在扭力臂上,輸入齒輪軸驅動高速級太陽齒軸轉動,帶動高速級行星齒輪自轉,并依循著高速級內齒圈之軌跡中心公轉,從而帶動高速級行星架轉動。高速級行星架把動力傳給低速級太陽輪,低速太陽輪驅動行星輪之旋轉帶動行星架(輸出空心軸)轉動,從而帶動輥壓機主軸旋轉(圖2:行星減速機結構圖)。

圖2 行星減速機結構圖圖片
3 行星齒輪減速機的常見故障及處理方法
行星齒輪減速機優點是體積小,通過功率分流可實現大功率、大減速比傳動,大扭矩傳動。但正是由于體積小,齒輪箱機體內腔裝滿了旋轉的齒輪與軸承,故一旦軸承或齒輪出現損壞,便會導致減速機嚴重損壞甚至報廢。在日常的設備管理中,必須加強潤滑、振動、溫度、異響等檢測分析,一旦有異常,必須立刻停機檢查,將故障消除在萌芽狀態。
常規的齒輪箱損壞,可以比較容易判斷損壞的原因。而行星減速機一旦出現嚴重損壞,里面齒輪和軸承已經攪成一片,很難分析原因,很難判斷是齒輪還是軸承先出的問題,故防患于未然尤為重要(圖3齒輪箱破壞性損壞)。

圖3 行星齒輪箱破壞性損壞
3.1減速機潤滑方面的問題
(1)漏油
行星齒輪減速機漏油是普遍存在的問題,漏油的形式也多種多樣,但漏源主要有以下幾個:①箱體與箱蓋的結合面;②油位視鏡與箱體結合面;③輸出軸與軸承座端蓋結合處;④高速軸與軸承座端蓋結合處;⑤防火透氣帽;等等。減速機漏油既污染環境衛生,又造成浪費。引起減速機漏油的原因有潤滑結構設計不合理、潤滑材料選擇不合理、減速機結構設計不合理等。
漏油的處理方法:漏油后應立即查明漏油的原因,及時處理。減速機在設計制造過程中加工精度不足,結合面出現漏油,可采用厭氧密封膠治理;減速機輸出軸和高速軸漏油,可改進軸頭密封裝置,使可能外溢的油流回減速箱內,例如增設密封裝置,制作一套溝槽密封圈。圖4軸密封裝置示意圖。

圖4 軸密封裝置示意圖
(2)油質問題
磨損性灰塵及研磨性微粒、水汽混入油中導致油質變差,油品超出使用壽命導致粘度下降影響潤滑效果等。潤滑油變質也會引起減速機內油漆起泡脫落(圖5減速機內油漆起泡脫落),如果脫落的油漆堵住潤滑油口(圖6油管堵塞),則軸承在很短的時間就會損壞。
處置方法:防止異物混入,定期清理油站過濾器,定期檢查并清理減速機海底磁力棒螺栓上的金屬顆粒。每一季度需對油品進行專業性檢測,并視情況更換油品。也可以引進CJC精密過濾器濾油技術,過濾掉軟顆粒(油氧化產物,膠粘質)和硬顆粒(粉塵顆粒+磨損顆粒),杜絕齒輪箱點蝕,延長軸承使用壽命2倍以上,延長換油周期2倍以上,保障行星齒輪減速機正常運行。

圖5 減速機內油漆起泡脫落

圖6 油管堵塞
(3)潤滑不良問題
由于行星齒輪減速機體積小,齒輪箱機體內腔裝滿了旋轉的齒輪與軸承,散熱效果不佳易出現高溫,而有些減速機出廠時采用噴油潤滑結構,減速機內完全不存油,這樣在運行過程中易出現低速太陽輪齒及中間行星架齒聯接部分因潤滑不良導致膠合損壞;減速機內完全不存油,油位低,一旦出現斷油,減速機內的軸承及齒輪損壞風險會很大。
處理方法:采用稀油站噴油潤滑,解決減速機的散熱問題。在減速機回油管上安裝“U”型管道,升高減速機體內的油位,解決減速機中間級、低速級內齒圈潤滑問題,改進后減速機整機溫度明顯低于未做改善的減速機溫度(圖7減速機回油增加U型管)。

圖7 減速機回油增加U型管
(4)油液分析法的應用
采用油液分析法可以對減速機油液變質狀況進行監測,從而獲取減速機運行狀況,判斷和預測減速機的備件的使用壽命,利用油液污染物體積濃度檢測儀和粒度分布檢測儀等設備可以定期檢驗減速機內部磨損和損壞狀態。
3.2行星齒輪減速機斷軸問題
斷軸的主要表現是軸上產生裂紋或者軸斷裂掉下來。產生的原因主要有以下幾點:①減速機劇烈振動,動負荷增加,超負荷運轉,使軸產生疲勞而斷裂;②軸徑差形成臺階,軸的截面突然改變,或者軸上有鍵槽,使軸產生應力集中而斷裂;③軸生產制造過程中的鍛造、調質方面的質量問題。
處理辦法:更換新軸。
3.3行星齒輪減速機震動大、噪音高等故障
減速機在運轉中出現劇烈震動,并發出較大噪聲,有可能是齒面膠合(圖11齒面膠合)、齒輪崩齒(圖8太陽輪齒軸疲勞損壞)、行星輪疲勞開裂、內齒輪疲勞點蝕(圖10內齒輪疲勞點蝕)、齒輪開裂、軸承損壞、運轉不平穩等惡性故障。

減速機震動大、噪音高的主要原因有:
(1)齒輪的齒面磨損、膠合、點蝕、磨偏等。
處理方法:及時更換嚴重磨損的齒輪。
(2)各齒輪的嚙合面接觸不良和受力不均,發生輪齒斷裂或齒圈斷裂,引起減速機震動。(圖9行星輪疲勞開裂)(圖12一級內齒輪和行星輪損壞)
處理方法:及時更換嚴重磨損的齒輪,調整軸承間隙,改善齒輪潤滑等。
(3)齒輪與軸的軸孔配合公差如孔過大時,造成齒輪和軸不同心,或者齒輪與軸裝配不當產生松動現象,引起減速機振動。
處理方法:調整齒輪與軸的軸孔配合公差,精心裝配,防止松動。
3.4軸承方面故障及處理方法
輥壓機行星齒輪減速機在高負荷、大振動、強沖擊工況下工作,減速機軸承既要承受徑向力,又要承受軸向力和大沖擊力,因此損壞率很高。輥壓機軸承常見的損壞情況有如下幾種(圖13-19):

處理方法:每使用1-2年安排專業維修單位檢查一下軸承間隙和磨損情況,視情況更換軸承,更換軸承時必須按照安裝規范操作,以免留下隱患。
3.5輸出空心軸故障及處理方法
(1)行星齒輪減速機安裝不到位,導致輸出空心軸內孔和輥壓機軸的配合面出現膠合,嚴重時拆卸減速機時需要破壞性拆除輸出空心軸(圖20空心軸內孔和輥壓機軸的配合面出現膠合,導致破壞性拆除輸出空心軸)。
處理方法:按照標準規范安裝減速機,安裝時將行星齒輪減速機空心軸內孔和輥軸的配合面用99%的酒精或丙酮液清洗干凈,將帶有收縮套的行星齒輪減速機輸出端對正輥軸平行、緩慢地推入,必須防止減速機空心軸內孔和輥軸發生刮擦、磕碰,安裝時不得用任何工具敲擊減速機任何部位。

圖20 空心軸內孔和輥壓機軸的配合面出現膠合,導致破壞性拆除輸出空心軸
(2)收縮套安裝不規范,螺栓緊固不到位,導致輸出空心軸與輥壓機軸出現磨損(圖21輸出空心軸磨損),運行時出現減速機與輥壓機不同步。
處理方法:按照標準規范安裝收縮套,安裝時收縮套內、外表面與空心軸的配合面不得有任何油漬和污漬,用力矩板手擰緊收縮套的鎖緊螺栓,擰緊力矩必須達到螺栓標準的力矩要求,擰緊收縮套鎖緊螺栓時必須依照螺栓沿圓周順時針或逆時針順序依次逐漸擰緊螺栓,當一只螺栓稍稍帶上一點勁時即開始緊下一個螺栓,如此往復循環,直到達到要求力矩為止,在達到要求力矩之前依次逐漸擰緊螺栓的循環圈數越多鎖緊效果越好。

圖21 輸出空心軸磨損
3.6 扭力盤方面的故障及處理方法
扭力盤基礎螺栓松動或斷裂和關節軸承損壞引起減速機震動。
處理方法:加固扭力盤基礎,更換關節軸承,加強對關節軸承的日常保養。扭力盤有L型扭矩支撐結構、懸掛式扭矩支撐結構、地接式扭矩支撐結構等,部分行星齒輪減速機扭力盤在設計上就存在缺陷,需根據扭力盤受力情況進行改進。
3.7 萬向節聯軸器方面的故障及處理方法
萬向節安裝超過擺動范圍或關節軸承損壞,從而在運轉中產生受力不平衡。
處理方法:調整電機中心線,確保萬向節擺動在標準范圍,對萬向節做好動平衡試驗,加強萬向節的日常潤滑和保養。
4 日常維護的重點和監控方法
輥壓機行星減速機日常維護、定期保養和損壞的早期發現非常重要,制定日常維護制度,定期請專業維護單位進行保養。每周兩次觀察減速機海底磁力棒螺栓和稀油站回油處是否有金屬鐵屑和粉末,一旦發現油路中有金屬鐵屑和粉末而且連續觀察還呈增長趨勢,則該減速機需立即停機檢查,排除軸承和齒輪故障。一旦減速機出現振動和異響,需馬上停機檢查減速機內部是否出現故障,未經過故障復核不得再次開機,以免造成重大設備故障。輥壓機行星減速機測溫處一般設置在高速軸處,一旦減速機高速軸處出現高溫需檢查進油量大小、潤滑過濾器是否堵塞和減速機與電機同軸性、萬向聯軸器振動及是否存在軸承跑外圈、軸承游隙過大過小等問題。建立完備的有關設備的安裝、操作使用、維護、備品備件、零部件和維修作業標準數據庫,一旦設備出現故障,可以及時調閱設備數據庫查詢設備及故障部件的型號規格參數以及庫存情況,可在Z短時間內對設備部件進行更換及故障修復。在設備的生命周期內所有改變的數據精心準確記錄,并且可以查詢,包括文檔、圖像、維護人員、更新配件的數量和型號等。
新興的狀態監測和故障診斷技術的發展,已經可以實現對設備故障的智能化分析,及時判斷設備的隱蔽故障部位及問題所在,進行設備狀態預知維修。采用機械設備故障診斷技術,利用測取減速機運行中或相對靜態條件下的狀態信息,通過對所測信號的處理和分析,并結合減速機運行的歷史狀況,來定量識別減速機及其零件、部件的實時技術狀態,并預知異常、故障和預測其未來技術狀態,從而確定必要對策的要求。常用的診斷方法有:振動監測法、溫度監測法、油液分析法、無損診斷技術和在線監測系統等。隨著行業技術的進步,設備智能化管理是趨勢,智能在線監測系統,可以通過振動傳感器對現場轉動設備的振動信號進行采集,形成趨勢圖、頻域圖、時域圖,利用高級分析工具對各種圖譜進行處理,從而確定設備的故障點、故障情況、故障原因,可以做到對行星齒輪減速機運行的預判。
5 結束語
設備管理工作的方針是依靠技術進步,促進生產發展,以預防為主。輥壓機行星齒輪減速機作為水泥企業的主要機械設備,其重大設備事故層出不窮,設備管理是水泥企業生產經營至關重要的一部分,為確保設備的長期有效運行,必須采用各種科學管理手段和技術措施,對設備的整個壽命周期各個階段每個環節的的全過程控制,抓好設備管理有利于提高企業整體效益,抓好設備壽命周期管理可直接增強企業經濟效益;抓好設備事故管理可促進企業安全生產。依靠技術進步是設備管理的基礎,建立以預防為主的設備管理指導思想,重視設備基礎管理工作,健全設備技術檔案資料,方能保證設備長久穩定運行。
來源:《水泥雜志》2020