



數控轉塔沖床降噪方法研究
2020-12-03肖軍,王尚斌
數控轉塔沖床作為金屬板材加工領域中的關鍵設備,至今已有近60年的發展歷程。現代制造業不僅要求數控轉塔沖床能夠高速、重載運行,還應更加節能環保。近年來,隨著數控轉塔沖床向著高速度、大噸位的方向發展,隨之而來的噪聲問題逐漸引起人們的高度關注,據測算,數控轉塔沖床沖裁噪聲聲壓級一般在90~110dB之間,振動和噪聲已經成為產品檔次的重要指標,對數控轉塔沖床的噪聲控制進行研究具有現實意義。
目前國內外數控轉塔沖床的沖頭主流結構有四種,分別為日本村田的肘桿結構、芬蘭FINN-POWER的絲桿楔塊結構、德國通快的中空電機結構以及AMADA公司的曲柄連桿結構。曲柄連桿結構相對其他結構雖然存在所需電機功率大、公稱力行程范圍小等缺點,但其勝在結構簡單,傳動機構剛性好,維護方便且可靠性高,國內的轉塔沖床生產廠家如亞威、金方圓、揚力等仍采用該沖頭結構。本文也將以此結構轉塔沖床為分析對象,對其噪聲產生的原因及降噪方法進行研究。
噪聲源分析
數控轉塔沖床的噪聲是脈沖式的瞬態噪聲,其聲壓級峰值達到100~120dB,分為運轉噪聲和沖裁噪聲。沖裁噪聲主要發生在模具與板料接觸瞬間和板料斷裂瞬間,一般遠大于運轉噪聲,主要由機構運動副間隙碰撞產生的噪聲、模具與板材撞擊產生的噪聲以及機身儲存的能量通過振動輻射產生的噪聲構成。模具與板材撞擊的噪聲可通過優化沖床運動速度、改進模具刃角方式進行降噪;機身振動輻射噪聲比較低沉,且遠小于機構碰撞產生的噪聲。因此本文主要就沖床間隙產生的噪聲機理及降噪方法進行研究。
噪聲產生機理
間隙產生噪聲機理
沖床的傳動機構由曲軸、連桿、滑塊組成,曲軸與機身、連桿間通過軸承連接,連桿與滑塊間通過柱銷連接,軸承內圈采用過盈配合,因此,沖床的傳動機構間隙主要位于軸承外圈和柱銷連接處。
滑塊向下死點方向運行過程中,其速度逐漸減小,說明此時滑塊的加速度方向向上,即慣性力方向向上,滑塊在豎直方向的作用力由連桿通過柱銷傳遞,因此連桿上承受的是拉應力載荷,傳動機構的間隙示意圖如圖1(a)所示。
滑塊上的模具與板材接觸瞬間,連桿上的拉伸應力瞬間轉換為壓縮應力,傳動機構中運動副間隙瞬間從圖1(a)的狀態轉變為圖1(b)狀態,這種瞬間碰撞必然產生巨大的沖擊噪聲,間隙越大,產生的沖擊噪聲越大。
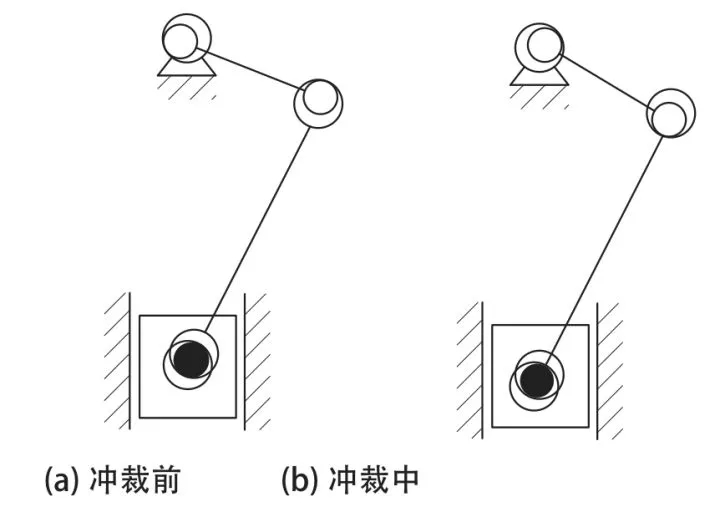
圖1 沖裁前后間隙變化示意圖
機身能量釋放產生噪聲機理
沖裁時,模具一旦接觸金屬板料,沖裁力開始增加。與此同時,由于機身及其他受力構件的變形而積蓄了彈性能。板料斷裂瞬間,機身儲存的彈性變形能瞬間釋放,機身上橫梁與傳動機構快速向下運動,上橫梁運動到初始位置后將不再繼續向下運動,而是轉為圍繞初始位置振動,通過振動方式釋放機身儲存的能量,但傳動機構仍繼續向下運動,由于上橫梁的運動突然停止,傳動機構相對于上橫梁將產生較大的相對加速度,且方向向下;曲柄連桿的運動副接觸狀態分離,并撞向間隙側,從而產生二次沖擊噪聲。
降噪措施
施加預沖裁力
沖床在沖裁板材前,傳動機構的間隙如圖1(a)所示,如果在滑塊下端施加一個作用力,將傳動機構的間隙調整到圖1(b)所示狀態,將很好的避免沖裁瞬間傳動機構間隙產生的噪聲。
常用的作用力施加方式如圖2所示,在滑塊下端設計一個氣缸,內通高壓氣體,高壓氣作用于滑塊上的作用力要大于滑塊自身的慣性力,才能使連桿上的拉伸應力轉變為壓縮應力,傳動機構間隙達到圖1(b)狀態。
板料斷裂瞬間,機身能量釋放會造成傳動機構間隙二次沖擊,高壓氣的作用類似于阻尼彈簧,能夠減小二次沖擊力,傳動機構的質量越小,其慣性力越小,二次沖擊力也越小。單從降低噪聲角度而言,氣壓越高越好,但氣壓過高,勢必分擔一部分電機扭矩,沖床的許用沖裁力減小,因此高壓氣的氣壓選擇應結合沖床的沖裁力進行裁定。
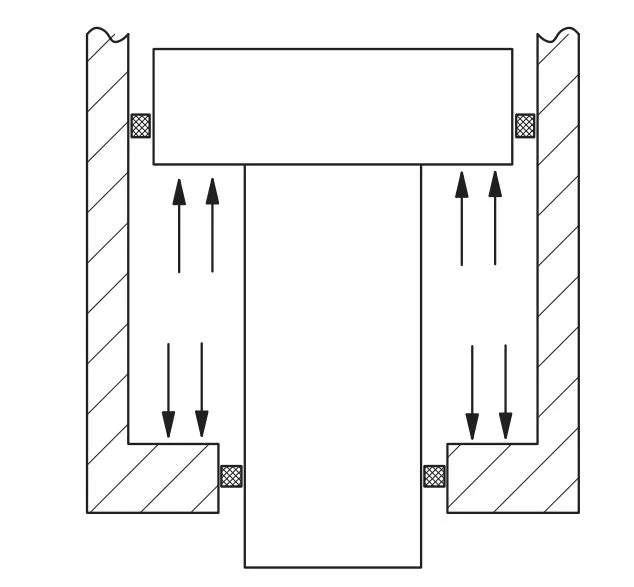
圖2 氣缸作用滑塊示意圖
減小機身儲存能量
沖床沖裁板材過程中,板材斷裂前,機身儲存一定的變形能,儲存能量的大小與機身的剛度有關,定義機身上橫梁剛度為k1,立柱剛度為k2,板材對沖床的作用力為p,機身的剛度k=k1k2/(k1+k2),機身儲存的能量Q=p2/2k。由此可看出,?沖裁力不變的情況下,機身儲存的能量與其剛度成反比,機身剛度越大,沖裁過程中其變形量越小,儲存的能量越少,機身的振動噪聲及傳動機構間隙的二次沖擊噪聲越小。
減振墊能量轉換
在機身與地基間裝配減振墊,通過減振墊,在沖床沖裁板材過程中,保證機身的加速度方向向上,進而減小機身上橫梁吸收的變形能;在板材斷裂瞬間,將機身儲存的變形能轉換為機身的整體運動,減小機身內部振動,進而達到降低沖床噪聲目的。
改變?動副連接方式
與球頭式連接機構相比,柱銷式連接機構雖然加工容易,裝配方便,但其裝配間隙較大,且運動副間的接觸面積小,相同的沖擊力情況下,球頭的接觸面積更大,對應的沖擊噪聲也較小。
結束語
本文對曲柄式數控轉塔沖床的傳動機構間隙噪聲機理,以及機身儲能釋放產生的二次沖擊噪聲機理進行了分析,提出了四種降低沖床沖裁噪聲的措施,分別為提前施加預沖裁力、增強機身剛度減小機身儲存能量、通過減振墊的能量轉化減小機身內部振動、增大運動副間的接觸面積降低沖擊噪聲。后續還有兩點需要進一步研究:
⑴作用于滑塊上的預沖裁力具體需要多大,才能保證機身釋放能量時傳動機構的運動副不分離,氣壓選擇過大,空氣噪聲必然增大,可否用電磁懸浮方式取代氣缸。
⑵減振墊如何選擇才能保證沖床沖裁過程中減小機身儲能,板料斷裂后減小機身內部振動。
——摘自《鈑金與制作》2017年第9期P42-44頁