



中小型防爆電機軸承溫高問題的原因分析及質量控制措施
2020-10-20楊勇 李會智
(洛陽LYC軸承有限公司)
摘 要:本文從理論分析入手并結合實際生產狀況,對防爆電機運行時軸承溫度異常的因素進行匯總;并針對影響軸承配合重要部位的主要因素,從質量控制和工藝方法上提出了具體的解決方案及改進措施。
關鍵詞:防爆電機;軸承;溫高;質量控制;措施
0 引言
防爆電機廣泛應用于煤礦、石化等爆炸危險場所。中小型防爆電機的軸承結構多采用滾動軸承在電機的生產制造、使用維護的過程中,因設計、制造質量波動造成的軸承溫度高、抱軸等問題時有發生,嚴重的還會引起軸承落架、電機掃膛、繞組燒毀等嚴重事故。
1 軸承溫度高的原因分析
引起軸承溫度異常的發熱和散熱可從兩個方面來分析:從軸承部位發熱方面看,電機軸承溫度高的直接原因是軸承高速旋轉時因軸承工作游隙不合適造成熱量多、散失不暢;間接原因包括潤滑脂選用及加入量不合適、電機溫升異常、轉子溫度高、軸承自身的質量問題等;對防爆電機特別是隔爆型電機來說,還包括因隔爆結構設計需要帶來的對加工精度的高要求,如零部件加工誤差積累則會造成隔爆曲路相關零部件磨擦發熱傳導給軸承,嚴重時電機抱軸。從散熱方面看,主要包括軸承通風散熱、電機風路設計等。以下就主要的影響因素作一詳細介紹。
2 解決軸承溫度高的措施
2.1 軸承有效游隙的控制
滾動軸承的游隙,是涉及諸多特性的關鍵指標之一。軸承內外圈相對位移量就是軸承游隙,徑向位移量稱為徑向游隙,軸向位移量稱為軸向游隙。游隙的大小直接影響軸承的性能,如影響軸承壽命、軸的振動或聲音以及滾動體是否正常運動等;另一方面,軸承通常采用內圈或外圈帶過盈量安裝,但過盈量會引起內外圈脹縮,造成游隙變化。而且軸承在運行中會達到一定的飽和溫度,但此時內外圈與滾動體的溫度并不相同,于是產生了溫差,這一溫差又導致了游隙的變化。加之軸承在承受一定載荷進行旋轉時,由于載荷的作用,軸承的內外圈及滾動體還會發生彈性變形,也會引起游隙的變化。為說明這一問題,需對游隙的幾種狀態變化概念進行定義。軸承的裝配過程如圖1所示。
測量游隙△0:給軸承施加一定測量載荷后測出的游隙,是軸承的固有屬性。
安裝游隙△f:軸承安裝于軸和端蓋后剩余的游隙,△f=△0-(δfe+δfi)。
有效游隙△:軸承裝進設備并以規定的轉速旋轉達到一定的溫度后的軸承游隙,即軸承正常工作時的游隙,△=△f-δt。
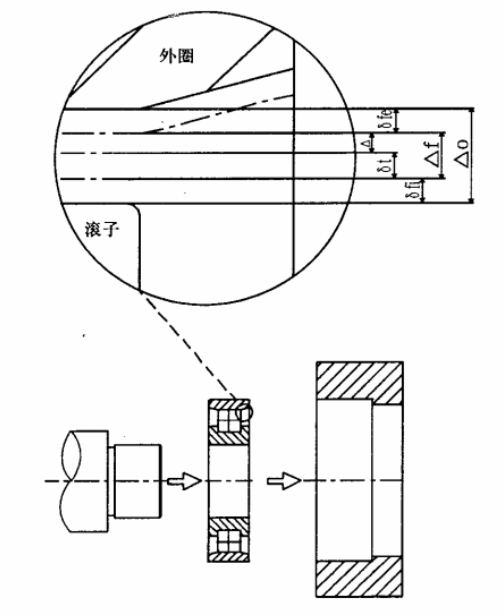
圖1 軸承裝配過程示意圖
對軸承來說,Z重要的徑向游隙是有效游隙△,該值在理論上略呈負值時通常壽命Z大。但負游隙過大,造成配合過緊、發熱嚴重而使軸承壽命驟然縮短。因此,須將有效游隙的Z小值控制在這一數值之上。根據以上理論分析,影響軸承有效游隙的主要因素有軸承的理論游隙△0(通常可根據相關資料獲得)、因內外圈配合造成的游隙變化δf、因內外圈溫差造成的游隙變化量δt。軸承的理論游隙與軸承的選型有關,因軸承內外圈的配合引起的有效游隙變化在理論上可以通過計算獲得,在此不再展開敘述。在實際生產過程中,嚴格控制與軸承內外圈配合部位的尺寸精度,即控制端蓋軸承室及轉子軸承臺的加工精度,成為保證軸承有效游隙的關鍵。
2.1.1 軸承的選型、游隙、配合選擇
2.1.1.1 軸承的選型
軸承選型時需要考慮的因素包括受力情況、壽命、工作轉速等;軸承承受的載荷按照載荷大小可分為輕載荷、常規載荷、重載荷;按照載荷的時間性變化可分為靜載荷、變載荷、沖擊載荷;按照載荷的方向分為旋轉載荷、靜止載荷或變向載荷。旋轉載荷、靜止載荷或變向載荷不是軸承承受的載荷本身的性質,而是相對一個個軸承套圈觀察到的載荷性質。
2.1.1.2 配合選擇
在決定內外圈的配合時,先要看其屬于旋轉載荷還是靜止載荷,而后判斷采用過盈配合還是間隙配合。承受旋轉載荷的內圈,原則上要求采用過盈配合,如果出現了間隙配合,內圈就會在軸承臺的配合面發生打滑,在載荷較大時,就會損傷配合面或造成微動磨損。配合的松緊應考慮即使在承受載荷、運行中內圈與軸存在溫差或者外圈與軸承座存在溫差的情況下,也能保證過盈量。
軸承的?作轉速必須低于滾動軸承的允許轉速。據軸承負載、工作轉速等因素計算軸承壽命,軸承的計算壽命應達4萬h以上;核算軸承的Z小負荷,保證軸承的正常工作。
2.1.1.3 游隙的選擇
游隙是軸承的固有屬性,軸承一旦制成,則其值確定可以通過測量得到,游隙的大小與制造廠的工藝水平、質量保證能力有關,在電機批量的裝配過程中,同一規格、型號的軸承游隙差別較大。實際生產過程中,對SKF6324/C3絕緣軸承測量,其實際徑向游隙范圍在0.05~0.08mm之間,裝配后對軸承的有效游隙影響較大。如果電機軸承溫度異常,必要時需挑選大游隙C3組軸承。
2.1.2 端蓋軸承室的影響因素及工藝改進
端蓋軸承室是影響電機軸承正常運行狀態的關鍵部位,它的基本尺寸、圓柱度、粗糙度,與電機的機械性能(機械耗、噪聲、軸承溫度)有直接關系。通常采用常規的車削加工方法,因裝夾力的影響、設備精度等因素,精車后內圓粗糙度僅能達,圓柱度公差保證圖紙相當吃力。因操作者加工習慣問題,軸承室總往下差加工;加上鑄件內應力及裝夾應力的影響,端蓋軸承室加工后應力釋放變形,造成軸承室尺寸變小。按照隔爆型電機要求,必須對殼體零部件進行水壓試驗,不當的壓緊方式、試驗后工件內應力釋放造成的局部變形,也會造成軸承室尺寸變化。
為可靠的提高軸承室的加工精度和形位公差,可以推廣應用滾壓工藝。該工藝利用超高精度內徑滾壓頭,在端蓋精車后對軸承室部位進行光整加工,可以顯著的提高尺寸精度和形狀精度,通常在搖臂鉆床或臥式車床上進行。在實際生產中,采用軸承室滾壓工藝后的端蓋軸承室尺寸公差值均滿足圖紙要求、消除了不良習慣對工件精度的影響,并且尺寸公差帶壓縮,尺寸穩定性提高。軸承室圓柱度明顯提高,公差值進一步減小,滾壓后粗糙度均達到以上。總之,通過工藝改進,可以穩定并提高軸承室加工質量,效果良好。
2.1.3 轉子軸承臺的質量控制
軸承的內圈與軸承臺的配合通常為小過盈,按照有關標準為基軸制,當設計的軸承臺尺寸確定后,穩定的控制轉子軸承臺的尺寸及形位公差成為保證裝配質量的關鍵。轉子通常采用磨床加工,在工藝方法及設備方面容易保證軸承臺部位的尺寸及形位公差;利用質量分析工具,表1列出了主要影響工序質量穩定的因素。
表1 影響工序質量穩定的因素

對照分析表,對一層因素中的設備、方法、工件、人員等,均可通過調整、檢查、更換來解決(見相應的解決方案)。但在測量方面,需要認真策劃。對測量過程進行不確定度評定,以確定在測量方面能否有效的滿足質量要求,然后根據評定結果,對影響不確定度的因素進行分析,減少各分量值,以保證Z終的測量過程滿足工序對產品質量的要求,必要時配備更高精度的測量設備、改進測量方法等。
2.2 潤滑脂的選擇及使用
對軸承工作的影響因素除了有效游隙,還有潤滑脂的選擇與加入量;潤滑脂的作用是在滾動體與滾道之間產生潤滑油膜,以減小滾動摩擦系數,進而減小摩擦損耗及軸承發熱,并可防止生銹、腐蝕等。軸承在高速旋轉時,由于軸承自身的滾動摩擦及潤滑劑的攪拌產生的熱量,使軸承溫度迅速升高。潤滑脂的選擇與加入量至關重要,同時還包括潤滑脂的使用與保養等。
2.2.1 潤滑脂的選擇方法
通常根據dn值,選擇滾動軸承潤滑材料。dn值<300000~350000時用潤滑脂潤滑。
dn值=軸承內徑(mm)×轉速(r/min)(直徑大于65mm時)。
dn值=軸承內外徑平均值(mm)×轉速(r/min)(直徑小于65mm時)。
不同的軸承類型、結構選用不同的潤滑脂種類:高速軸承選用基礎油粘度低、稠度大潤滑脂;高負荷時,選擇極壓潤滑脂;軸承中等負荷,則選擇耐磨潤滑脂;軸承保持架含銅等有色金屬,避免用含硫、磷添加劑的潤滑脂。
2.2.2 潤滑脂的注入量
1)軸承潤滑脂加入量的一般原則:普通軸承裝到內腔全部空間的1/2~3/4。水平軸承填充:2/3~3/4;垂直安裝的軸承:1/2(上側),3/4(下側);在易污染環境、低速或中速,要全部填滿。
2)準確的計算參考如公式(1):
估算填充量的公式:(不考慮軸承類型)
Q=0.005×D×B或Q=0.01×d×B (1)
Q—填充量,g
D—軸承外徑,mm
d—軸承內徑,mm
B—軸承寬度,mm
3)可以利用定量注脂機定量控制加注量,能方便地控制注脂量;采用注脂機加油具有定量準確、速度快、加油脂均勻、改善勞動條件、潔凈等優點。
2.2.3 潤滑脂使用過程中注意清潔,對不同牌號潤滑脂不能混合使用。
2.3 隔爆零部件因誤差累積產生相擦
對隔爆電機來說,軸貫通部位各零部件的配合間隙及長度必須符合GB3836.2-2000爆炸性氣體環境用電氣設備 第2部分隔爆型“d”中的相關要求。以軸貫通的隔爆接合面為例分析(見圖2),隔爆面長度為25mm、IIB類產品,此間隙理論Z大值為0.2mm;而在實際生產中影響此配合間隙的主要因素有:
1)定子兩端止口中心存在同軸度誤差。按照通常的四次車加工,精車坐胎工藝,此形位公差的保證值一般在φ0.1~0.15mm。
2)內蓋加工時,止口與內圓存在同軸度誤差,一般在0.05~0.1mm。
3)端蓋(軸承套)止口與軸承室存在同軸度誤差,此誤差較小,一般在0.01mm以下。

1.定子;2.轉子;3.端蓋;4.軸承;5.內蓋
圖2 隔爆接合面
4)軸承徑向游隙,與軸承的規格、游隙系列有關,如6324/C3組,徑向游隙在0.05~0.08mm。
5)轉子兩端軸承臺存在同軸度誤差,此誤差較小,一般在0.01mm以下,項1~5的形位誤差累積范圍在φ0.22~0.35mm,再加上尺寸精度誤差,可能造成偏差超過隔爆間隙要求,引起零部件相擦。解決方案是:
1)改進機座加工工藝,精車時坐胎間隙不能大于0.05mm。
2)內蓋加工時盡可能一次裝夾完成止口與內圓加工,必要時采用坐胎車加工以減小形位誤差。
3)軸貫通部分的隔爆件采取壓縮公差帶方法,增大配合間隙。
2.4軸承本身質量問題
在軸承制造、裝配、運輸過程中,可能會因多種因素造成軸承滾道剝離、卡傷、破損、壓痕、異常磨損、燒結、電蝕、銹腐蝕等;裝配過程中如用力不均或用戶使用不當,也可能會引起保持架發生變形,增加它與滾動體之間的摩擦,甚至使某些滾動體卡死不能滾動,有可能造成保持架與內外圈發生摩擦等。解決此類問題的辦法是嚴格遵守軸承使用、保養要求,遵守工藝操作要求。
2.5 其它零部件發熱對軸承的影響
電機將電能轉化為機械能,過程中必然因各種損耗產生熱量,即通常關注的電機五大損耗。電機內外風路將熱量散失一部分,其中部分熱量通過機殼、端蓋、轉軸等傳導給軸承,也會造成軸承溫度上升。此類問題需通過電磁優化設計、加強過程控制、增大風壓、風量、增大散熱接觸面積等方法解決。電機溫升是電機性能的另一重要考核指標,在此不再詳述。
2.6 散熱方面
低壓中小型電機多采用自扇冷卻,變頻電機多采用強迫通風機,電機的結構決定了風扇端軸承散熱效果好,電機軸伸端由于風扇較遠,特別是帶法蘭安裝電機,風更不易到達軸承部位,不利于通風散熱,因此軸伸端軸溫高現象較多。解決方案有加裝導流罩、更換大流量風扇等,如果結構設計許可,也可采用水冷端蓋來增強軸承部位的傳導散熱,經生產驗證有一定的效果。
3 結束語
從生產實踐來看,嚴格的控制軸承的有效游隙是解決軸承溫高的Z有效措施。從制造過程方面來說,須對影響軸承溫度的關鍵因素進行控制,主要包括端蓋軸承室的制造工藝方法改進、轉子軸承臺的質量控制等,對其他的方面也需采取一定的措施改善,才能保證批量生產的防爆電機工作時軸承溫度穩定,進而提高其運行穩定性。采用先進的工藝技術及可靠的質量控制手段,為產品的質量穩定提供強有力的技術支持,是制造一流產品的基礎條件。
參考文獻
[1]GB3836.2-2000,爆炸性氣體環境用電氣設備第2部分:隔爆型“d”[S].
[2]潘成林.實用中小型電機手冊[M].上海:上海科學技術出版社,2007.
來源:《電氣防爆》