



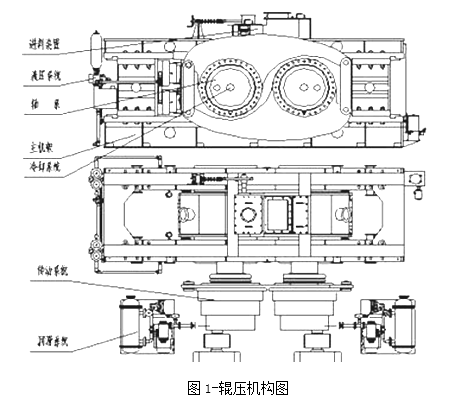
輥壓機(jī)軸承位磨損修復(fù)的完整流程
2020-10-09【摘要】:在輥壓機(jī)軸承位磨損的故障處理中,常見(jiàn)的辦法一般有補(bǔ)焊工藝、熱噴涂工藝、電刷鍍工藝以及報(bào)廢更換等,但是考慮到方便快捷因素,上述辦法都受到拆裝及運(yùn)輸成本的制約,修復(fù)時(shí)間較長(zhǎng),在對(duì)停機(jī)時(shí)間有要求的場(chǎng)合下不占優(yōu)勢(shì),下面介紹的是一種在線快速修復(fù)輥壓機(jī)軸頭磨損的方法,可以在短時(shí)間內(nèi)快速解決問(wèn)題,為企業(yè)節(jié)省停機(jī)停產(chǎn)時(shí)間。
【關(guān)鍵詞】:輥壓機(jī)、軸承位磨損、方便快捷、在線快速修復(fù)、節(jié)約停機(jī)時(shí)間
一、設(shè)備簡(jiǎn)介
輥壓機(jī)是根據(jù)料床粉磨原理設(shè)計(jì)而成,其主要特征是:高壓、滿速、滿料、料床粉碎。輥壓機(jī)由兩個(gè)相向同步轉(zhuǎn)動(dòng)的擠壓輥組成,一個(gè)為固定輥,一個(gè)為活動(dòng)輥。物料從兩輥上方給入,被擠壓輥連續(xù)帶入輥間,受到100-150MPa的高壓作用后,變成密實(shí)的料餅從機(jī)下排出。排出的料餅,除含有一定比例的細(xì)粒成品外。在非成品顆粒的內(nèi)部,產(chǎn)生大量裂紋,改善了物料的易磨性,且在進(jìn)一步粉碎過(guò)程中,可較大地降低粉磨能耗。物料通過(guò)磨輥主要分為三個(gè)階段:滿料密集、層壓粉碎、結(jié)團(tuán)排料階段。
二、現(xiàn)場(chǎng)情況說(shuō)明
該車間軸承運(yùn)行期間發(fā)現(xiàn)軸承溫度過(guò)高,停機(jī)拆下來(lái)發(fā)現(xiàn)軸承位出現(xiàn)磨損、磨損不均勻,輥徑;1400mm輥寬;700mm,外形尺寸;8000*5455*2610mm,測(cè)量軸承位直徑磨損量約3mm。
三、設(shè)備問(wèn)題分析
造成輥壓機(jī)軸承位磨損的主要原因有以下幾點(diǎn):
1、輥壓機(jī)物料粒度的控制不力;
2、輥壓機(jī)密封失效,造成軸承載荷增大;
3、軸承疲勞運(yùn)行,造成軸承游隙偏大;
4、壓盤預(yù)緊力不足;
5、冷卻銅管頻繁堵塞或設(shè)計(jì)過(guò)細(xì);
6、沒(méi)有定期清除穩(wěn)流倉(cāng)物料,排除富集金屬物,使設(shè)備頻繁過(guò)載調(diào)停影響軸承壽命;
7、液壓系統(tǒng)隱患輥縫長(zhǎng)期偏差現(xiàn)象嚴(yán)重。
四、輥壓機(jī)軸承位修復(fù)工藝
針對(duì)輥壓機(jī)軸承位磨損傳統(tǒng)修復(fù)方法往往采用補(bǔ)焊、刷鍍、噴涂等工藝進(jìn)行離線修復(fù),Z直接的影響就是停機(jī)時(shí)間長(zhǎng)、綜合費(fèi)用高、勞動(dòng)強(qiáng)度大。淄博福世藍(lán)®高分子復(fù)合材料技術(shù)有限公司借助其全球化的技術(shù)資源整合平臺(tái),成功引進(jìn)前沿修復(fù)方式即高分子復(fù)合材料修復(fù)法實(shí)現(xiàn)了在線修復(fù),該技術(shù)非常匹配應(yīng)用于輥壓機(jī)軸承位磨損修復(fù),可免拆卸免機(jī)加工修復(fù),既無(wú)補(bǔ)焊熱應(yīng)力影響,修復(fù)厚度也不受限制,同時(shí)產(chǎn)品所具有的金屬材料不具備的退讓性,可吸收設(shè)備的沖擊震動(dòng),避免再次磨損的可能,并大大延長(zhǎng)設(shè)備部件的使用壽命,為企業(yè)節(jié)省大量的停機(jī)時(shí)間,創(chuàng)造巨大的經(jīng)濟(jì)價(jià)值。
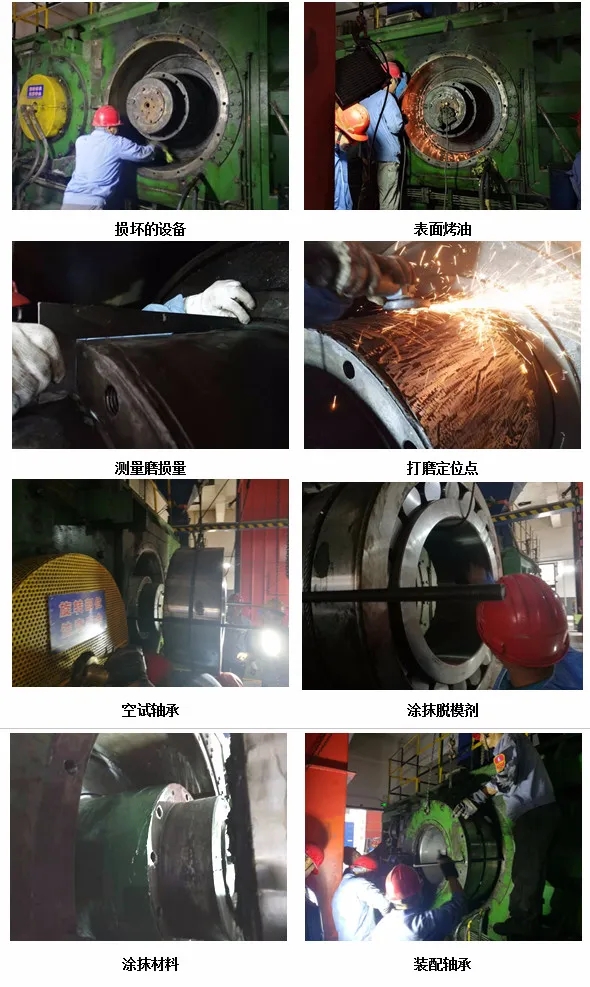
現(xiàn)場(chǎng)修復(fù)過(guò)程
1、表面處理:去除前后軸肩表面、軸承位表面、軸承內(nèi)圈表面污物和高點(diǎn);去除所有螺栓孔和壓盤通孔邊緣的毛刺;使用砂輪片將磨損部位打磨出金屬原色;
2、確定定位點(diǎn):首先軸徑磨損量加點(diǎn)定位點(diǎn),高度略高于單邊磨損量;以樣板尺為基準(zhǔn),使用磨光機(jī)、銼刀等工具進(jìn)行修磨,使其高度與單邊磨損尺寸接近一致;
3、空試軸承:安裝軸承,并用壓盤緊固軸承,緊固壓盤螺栓過(guò)程中保持較小預(yù)緊力,并測(cè)量同心度和垂直度,精度誤差小于0.2mm;
4、清洗表面:使用無(wú)水乙醇清洗軸承位表面和軸承內(nèi)圈表面,軸承內(nèi)圈表面涂刷803脫模劑;
5、涂抹材料:將調(diào)和均勻的福世藍(lán)金屬修復(fù)材料2211F直接涂抹修復(fù)表面,并保證高分子材料的填充效果,然后用刮板均勻涂抹,厚度略高于支撐點(diǎn)高度;
6、尺寸恢復(fù):安裝軸承,均勻緊固壓盤,留下足夠預(yù)緊量;
7、固化:自然固化6-12小時(shí)后拆除壓盤和軸承,并去除多余材料;
8、再次涂抹材料:使用砂帶打磨修復(fù)后材料表面生成的釉面及脫模劑,清洗干凈后,再調(diào)和金屬修復(fù)材料2211F涂抹至整個(gè)軸承位的表面;
9、安裝:快速安裝軸承,整個(gè)安裝緊固過(guò)程控制在時(shí)間控制在40分鐘之內(nèi)。緊固螺栓時(shí),對(duì)稱緊固。此次安裝螺栓全部緊固到位。
10、后期預(yù)緊:設(shè)備空載3小時(shí)緊固一次螺栓,載料6小時(shí)、12小時(shí)、24小時(shí)各緊固一次。

修復(fù)圖片信息
五、結(jié)語(yǔ)
采用上述方法修復(fù)的輥壓機(jī)軸承位,較傳動(dòng)修復(fù)工藝具有操作簡(jiǎn)單、成本低,易于實(shí)施等特點(diǎn),經(jīng)過(guò)實(shí)踐檢驗(yàn),修復(fù)后的軸承位能達(dá)到一個(gè)很長(zhǎng)的使用壽命。通過(guò)后期的應(yīng)用效果跟蹤與傳統(tǒng)工藝相比較后得出高分子復(fù)合材料可以很好的應(yīng)用在輥壓機(jī)軸承位修復(fù)上,以延長(zhǎng)軸承的使用壽命,縮短停機(jī)時(shí)間。
(來(lái)源:福世藍(lán))